Спекание (синтеринг, от англ. sintering) серебра (Ag) — перспективный метод для создания бессвинцового соединения, обеспечивающего более высокие рабочую температуру, теплопроводность и электропроводность, чем у припойных паст и других материалов из бессвинцовых сплавов. В полупроводниковых силовых модулях материал для монтажа кристаллов на диэлектрическую подложку играет существенную роль.



В статье мы обсудим современные материалы, применяемые в производстве силовых элементов. Рассмотрим пример спекания частиц Ag при низком давлении на медной (Cu) подложке, на кристалле карбида кремния (SiС) и между ними. Опишем процесс монтажа кристаллов с помощью синтеринга для серийного производства силовых модулей и дадим оценку его качества. Также мы представим оборудование, необходимое для синтеринга и оценки качества процесса. Спекание способно успешно заменить пайку во многих практических применениях, обеспечивая при этом гораздо более высокую и долговременную стабильность рабочих характеристик.
Буквально за последнее десятилетие появилось несколько технологий монтажа кристаллов для сборки надежных высокотемпературных силовых модулей (температура p-n-перехода свыше 175 °C). Некоторые из них основываются на применении дорогостоящих золотых припоев, таких как золото-германий (AuGe) и хорошо известный золото-олово (AuSn), другие используют силы Ван-дер-Ваальса, третьи делают ставку на сплавы и припои олово-сурьма (SnSb) с повышенным содержанием Sb.
В целом выбор пал на проверенные и надежные материалы, это вызвано тем, что внедрение и коммерциализация любой новой технологии является сложным процессом и надежнее стартовать с готовыми наработками. Ag используется для монтажа полупроводниковых кристаллов с 90‑х годов прошлого века, а высокая надежность Ag-соединений и их хорошие электромеханические свойства были известны еще раньше. Однако широкому применению препятствовала необходимость использования специального оборудования и низкая пригодность для массового производства по причине высокой температуры плавления Ag. Поэтому технология синтеринга не одно десятилетие исследовалась и обсуждалась на международных конференциях задолго до внедрения в производство.
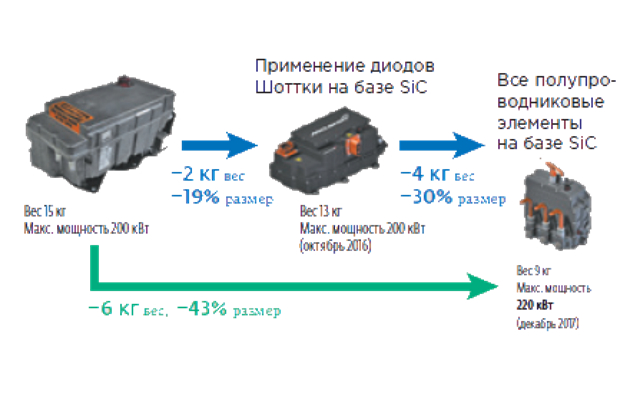
Увеличение энергоэффективности требует повышения скоростей преобразования электроэнергии при хорошей устойчивости к высокому напряжению и применения материалов с высокой коммутационной способностью. Силовые элементы на основе материалов с широкой запрещенной зоной (WBG — Wide Band Gap), таких как нитрид галлия (GaN) и карбид кремния (SiC), были исследованы на предмет уменьшения размеров и повышения эффективности преобразования энергии1. В первую очередь это вызвано тем, что материалы с WBG обладают высокой электроизоляцией и отлично подходят для повышения эффективности силовых модулей (рис 1). WBG обеспечивает работу силовых модулей при температурах свыше 250 °C2, но возникают проблемы в соединении между кристаллом и подложкой, необходимо обеспечить прочность, высокую электро- и теплопроводность.
Обязательно следует подчеркнуть, что переход на SiC позволяет снизить массу и габариты силовых модулей почти в два раза (рис 2).
Также важное преимущество SiC перед Si — высокая теплопроводность, существенным критерием является коэффициент теплового расширения (КТР). Некоторые значения КТР для материалов, применяемых в силовых модулях, представлены в Таблице 1. КТР напрямую влияет на теплоотвод и прочность соединения, поскольку при нагреве могут возникать повреждения и пустоты, особенно в слоях материалов между кристаллом и подложкой, поэтому кристаллы для синтеринга должны иметь металлизацию на поверхности соединения с подложкой. Это, как правило, три слоя — слой титана (Ti), слой никеля (Ni) и слой Ag (крайне редко Au), но может быть и два — Ti и Ag.
Таблица 1: КТР материалов
|
Материал |
Si3N4 |
Si |
SiC/GaN |
Ti |
Ni |
Спеченное Ag |
Cu |
|
КТР, 10-6 ‧°C |
3,3 |
2,8 |
4,2 |
8,9 |
13,0 |
19,5 |
16,9 |
После монтажа осуществляется сварка кристалла и выводов подложки проволокой, которая тоже играет свою роль и в отводе тепла. Для силовых модулей на базе Si-кристаллов применяют толстую алюминиевую (Al) проволоку или ленту, теплопроводность Al составляет около 2 Вт / см2 · °C. Для силовых модулей на базе SiC-кристаллов используется либо чистая, либо покрытая Al толстая Cu-проволока, ее теплопроводность составляет около 4 Вт / см2 · °C и при этом ее электропроводность тоже лучше. Учитывая, что самые ходовые в производстве силовых модулей это Cu-подложки, очевидно, что применение Cu-проволоки дает целый ряд преимуществ.
При высокой рабочей температуре припои из бессвинцовых сплавов ненадежны3, поэтому и возникла острая потребность в синтеринге Ag как альтернативном методе монтажа кристаллов4,5. Есть три варианта монтажа кристаллов при помощи синтеринга Ag: на пасту, прямой с напылением Ag на контактных поверхностях и на фольгу (преформу). Фольга или напыленное Ag на поверхностях при спекании образуют интерметаллические соединения, но для обеспечения качества требуется высокое давление порядка 20 МПа и более, что может привести к повреждению кристалла или деформации подложки. Паста для синтеринга представляет собой смесь монометаллических частиц Ag размером менее 1 мкм с полимером и в данной статье мы рассмотрим применение пасты, в том числе в виде пленки, и ее спекание при высоком давлении, а также вариант при низком давлении 0,4 МПа6.
Процесс монтажа кристаллов по технологии синтеринга с применением Ag-пасты в виде пленки
Различные материалы для монтажа кристаллов на пленочном носителе в наше время широко используются при производстве ответственных изделий, поскольку они обеспечивают равномерность нанесения материала на контактную поверхность кристалла. Скорость процесса монтажа с применением Ag-пасты для спекания на пленке составляет около 2 мин при давлении от 5 до 10 МПа. Данный метод подходит для широкого спектра изделий, включая сборку силовых модулей, силовых дискретных устройств, тиристоров, мощных светодиодов и силовых СВЧ-устройств7.
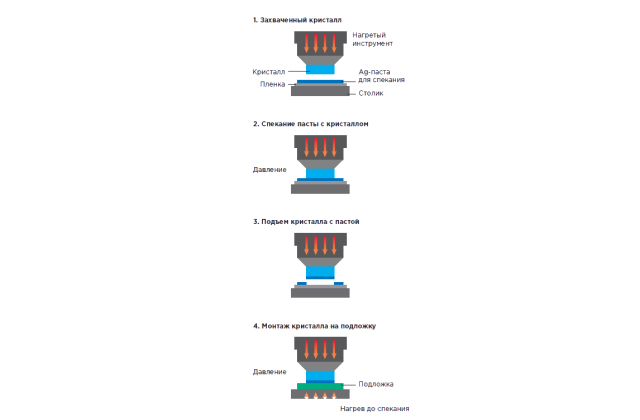
Схема монтажа кристалла по технологии синтеринга с применением пасты в виде пленки представлена на рис 3. Спекание кристалла и пасты с пленки (часто данный метод называют переносом или ламинированием) удобно проводить на установке монтажа кристаллов с нагреваемым инструментом и столиком, способным осуществить захват пленки. А вот монтаж кристалла на подложку представляет собой единый принцип, но может осуществляться разными способами. Первый — спекание в специальном прессе для синтеринга при высоком давлении с нагревом пресс-формы и столика. Второй — спекание на установке монтажа кристаллов с нагреваемым инструментом и столиком.
Учитывая скорости процесса, применение установки монтажа кристаллов подходит для исследований, разработок (R&D) и мелкосерийного производства, также в производстве потребуется в зоне монтажа создавать инертную атмосферу с подачей азота (N2), и возникают некоторые ограничения, связанные с обеспечением доступа для инструмента с кристаллом. В случае с прессом можно спекать групповые заготовки и есть конструкционные исполнения, когда сама пресс-форма и подложка с кристаллами располагаются в герметичной камере с напуском N2.
Процесс монтажа кристаллов по технологии синтеринга при низком давлении
Синтеринг при низком давлении интересен для монтажа крупных кристаллов с большой площадью контакта. Подготовка к данному процессу имеет свою специфику и далее будет приведен конкретный пример и представлены его результаты.
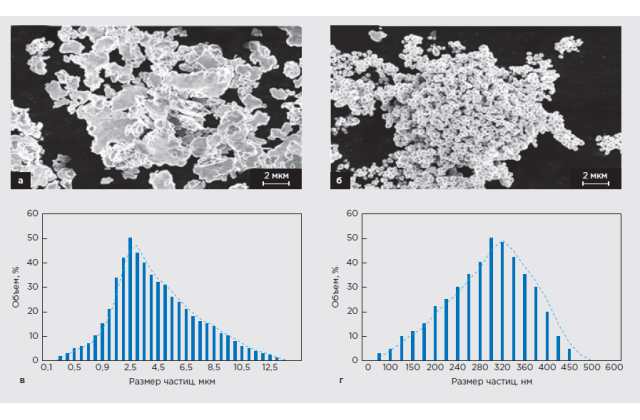
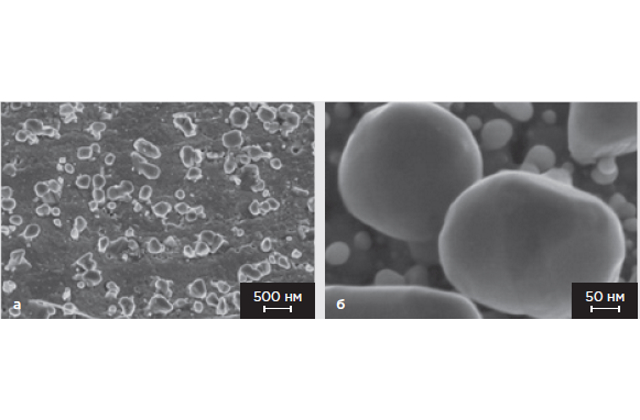
При подготовке пасты использовались два типа частиц Ag, их изображение, полученное с помощью сканирующего электронного микроскопа (СЭМ), продемонстрировано на рис 4а, б. Один тип представляет собой частицы в форме хлопьев, которые имеют среднюю толщину 260 нм и средний диаметр 2,6 мкм, их распределение по объему показано на рис 4в. Другой тип частиц Ag имеет сферическую форму со средним диаметром 300 нм и распределением по объему, как показано на графике (рис 4г).
Частицы были равномерно перемешаны с массовым соотношением 1:1 в спиртовом растворе в ультразвуковой (УЗ) ванне в течение 30 мин. Затем частицы были смешаны в миксере с этиленгликолем с соотношением Ag к этиленгликолю 10:1.
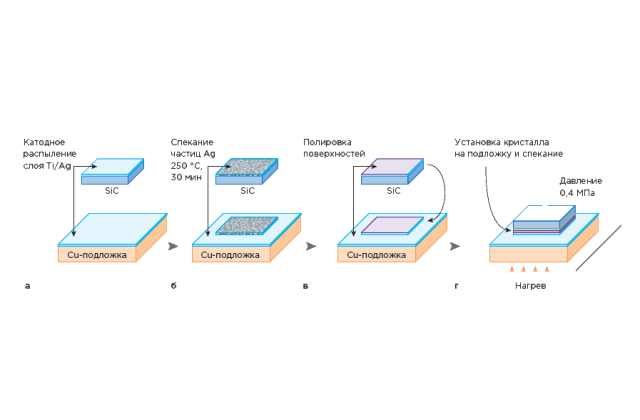
Схема процесса монтажа кристалла с использованием смешанных частиц Ag показана на рис 5. Во-первых, были подготовлены SiC-кристаллы размерами 3 × 3 × 0,5 мм; 6 × 6 × 0,5 мм; 10 × 10 × 0,5 мм и 15 × 15 × 0,5 мм. Также были подготовлены Cu-подложки размером 20 × 20 × 1,5 мм. Далее поверхности кристаллов и подложек были покрыты слоем титана Ti (100 нм) и Ag (1 мкм) с помощью катодного распыления, как показано на рис 5а. Распыленный слой Ag улучшит прочность связи на границах раздела между Cu-подложкой, SiC-кристаллом и спеченными частицами Ag. Затем частицы Ag были нанесены методом трафаретной печати на подложки и кристаллы, затем они спекались с подложками и кристаллами при 250 °C в течение 30 мин при стандартных атмосферных условиях (рис 5б). При спекании частицы Ag превращаются в твердотельную пористую структуру. После выполнения механической полировки поверхности абразивом (#4000) (рис 5в) на твердотельной пористой структуре появился плотный поверхностный слой Ag толщиной около 2 мкм. После полировки SiC-кристаллы были установлены на Cu-подложках, как показано на рис 5г.
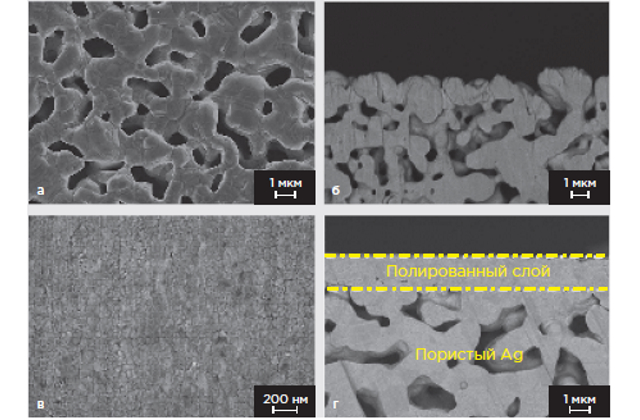
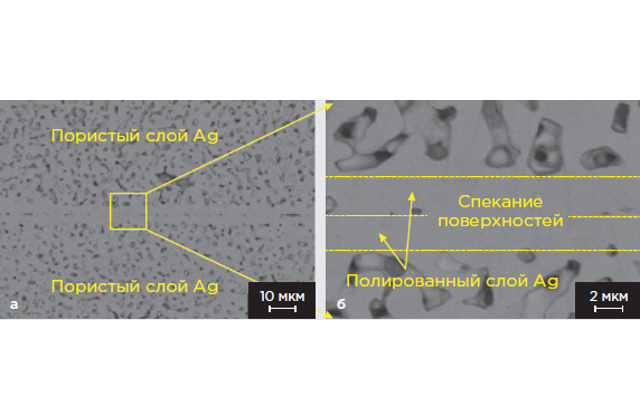
На следующем этапе сборка загружалась в пресс для синтеринга и спекалась под давлением 0,4 Мпа при температуре 250 и 300 °C в течение 1 ч. На рис 6а, б показана исходная поверхность и поперечное сечение спеченных частиц Ag. Поверхность выглядит как неровная пористая структура. А Рис 6в, г иллюстрируют полированную поверхность спеченных частиц Ag и ее поперечное сечение.
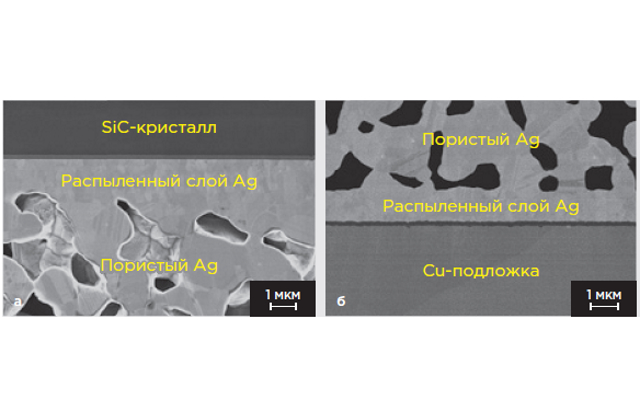
Полированная поверхность превратилась в сплошную объемную структуру Ag с мелким размером зерна около 100 нм, как показано на рис 6в. Полированная поверхность имеет среднюю шероховатость 15,3 нм, толщина составляет около 2 мкм (рис 6г). На рис 7 показаны поперечные сечения границ раздела между SiС-кристаллом, Cu-подложкой и спеченными частицами Ag, полученные на СЭМ. Спеченные частицы Ag с пористой структурой имеют хорошую адгезию с SiC-кристаллом и Cu-подложкой.
Монтаж кристаллов с помощью синтеринга для серийного производства силовых модулей
Для силовой электроники на сегодняшний день самым перспективным материалом считается SiC, его уже повсеместно используют в серийном производстве силовых модулей на базе нескольких полевых МОП-транзисторов (MOSFET) или биполярных транзисторов с изолированным затвором (IGBT)8. Например, компания Tesla, признанный передовой производитель электромобилей, одна из первых начала применять такие решения, а их последняя модель оснащена силовым инвертером, который включает 24 силовых модуля производства STMicroelectronics (Швейцария) на основе SiC.
При серийном производстве в соответствии с формой и местоположением кристаллов применяют стандартные варианты нанесения Ag-пасты на подложку через шаблон или металлическую маску методом трафаретной печати. Потом подложки нагревают, чтобы испарить полимер, входящий в состав, и разместить кристаллы по местам монтажа. В серийном производстве процесс синтеринга проводят в инертной атмосфере для предотвращения окисления металлических поверхностей, само спекание проходит под действием температуры и давления на кристалл.
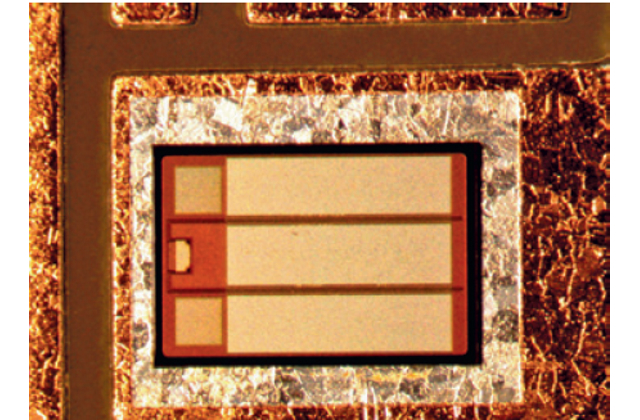
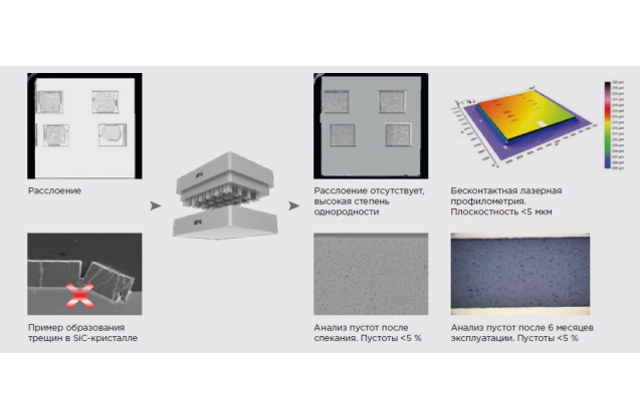
Давление в процессе может достигать нескольких десятков МПа и преследует две цели. Во-первых, потребуется более низкая температура для соединения материалов, но при этом после спекания они смогут эксплуатироваться и при более высоких температурах. Во-вторых, снижается образование пустот, которые со временем вызывают расслоение и растрескивание связующего слоя между кристаллом и подложкой, что, в свою очередь, приводит к возникновению высоких токов и выходу модуля из строя. На рис 8 представлен SiC-кристалл IGBT-модуля, смонтированный по технологии синтеринга.
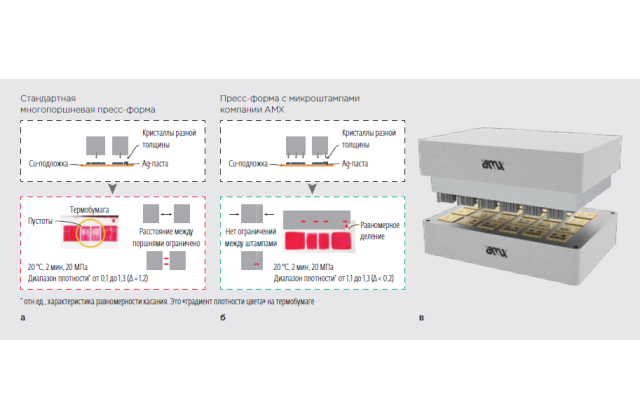
Большинство стандартных пресс-форм для синтеринга представляет собой единую конструкцию, однако толщина кристаллов будет варьироваться от партии к партии и менее тонкие кристаллы в итоге не будут качественно смонтированы. Даже использование многопоршневой пресс- формы, в которой реализована возможность оказывать давление на группы кристаллов на одной подложке, не решает проблему варьирования толщины кристаллов, поскольку контактная поверхность штампов всегда плоской формы. Уникальная конструкция пресс-формы для решения данной проблемы разработана и запатентована итальянской компанией AMX Automatrix srl. (далее АМХ)9, в ней для каждого кристалла предусмотрен свой штамп (рис 9).
Самыми распространенными подложками для синтеринга являются DBC (Direct Bonded Cooper), когда Cu-фольга и керамическая подложка Al₂O₃ или AlN (с одной или двух сторон) непосредственно соединяются при высокой температуре. На одиннадцатой Международной конференции по силовой электронике10 рассматривали применение альтернативных видов, таких как изолированные металлические подложки (IMS — Insulated Metal Substrate), медные выводные рамки и высокотемпературные печатные платы. Независимо от применяемых подложек при спекании связующий слой между кристаллами и подложкой должен быть практически без пустот. Для проверки пустот требуется сканирующая акустическая микроскопия (SAM — Scanning Acoustic Microscopy), поскольку рентгеновские методы не всегда работают из-за необходимой высокой мощности излучения для проникновения через металлические слои подложки и кристалла. На рис 10 представлены результаты анализа качества монтажа кристаллов SiC с применением пресс-формы и пресс-формы с микроштампами.
Образование соединений Ag-Ag при спекании
Для стандартных условий синтеринга соединение Ag-Ag образуется при высокой температуре и большом давлении в рамках механизма диффузии, который уже описан в нашей статье о технологии микросварки11. То есть базовые физические принципы образования интерметаллических соединений при спекании аналогичны термокомпрессии. Но образование соединения Ag-Ag при низком давлении 0,4 МПа нельзя отнести к механизму диффузии. На рис 11а показана поверхность полированного слоя Ag после спекания при 300 °C в течение 1 ч. На поверхности появилось большее количество бугорков с высокой плотностью, их диаметр различен: от десятка до ста нанометров, как показано на рис 11б. Образование соединения Ag-Ag между этими бугорками и SiC-кристаллами, заранее покрытыми распыленным слоем Ag, возникает как раз за счет роста бугорков. Это явление может играть ключевую роль в прочности соединений Ag-Ag, полученных спеканием при низком давлении.
Получается, что атомы диффундируют из областей с более высоким напряжением сжатия в области с более низким напряжением. Для полированной структуры спеченного слоя Ag сжимающее напряжение вызвано различными свойствами пористого слоя и его полированной поверхности. Напряжение сжатия для роста бугорков в горизонтальном направлении по осям x и y можно рассчитать по следующей формуле12:

где EAg = 76 (ГПа) — модуль Юнга для Ag, ΔT (°С) — разница между температурами нагрева и комнатной, μAg = 0,37 — коэффициент Пуассона для Ag, α1 = 18,9 (мкм / (м · °С)) и α2 = 17,5 (мкм / (м · °С)) — КТР пористого и полированного слоев Ag, соответственно.

В вертикальном направлении (по оси Z) напряжение равно нулю. Гидростатическое напряжение с направлением сжатия в этом случае рассчитывается при различных температурах процесса. Напряжения сжатия составляют −25,33 и −30,96 МПа при температурах нагрева 250 и 300 °C. Таким образом, напряжение увеличивается с повышением температуры процесса и рост бугорков можно контролировать, регулируя температуру. На рис 12 показано поперечное сечение границы раздела соединения Ag-Ag при 300 °C, площадь контакта составляет более 90 % и пустоты практически отсутствуют, это вызвано высокой плотностью роста бугорков, как показано на рис 11а.
Прочность соединений кристалл-подложка на сдвиг и удельное сопротивление связующего слоя Ag
Чтобы исследовать влияние толщины связующего слоя на прочность соединения на сдвиг, частицы Ag перед синтерингом были нанесены слоями различной толщины: 50, 75, 100, 150 и 250 мкм. Прочность на сдвиг измерялась на оборудовании Nordson Dage13 при скорости сдвига 50 мкм/с. Наконечник инструмента был установлен параллельно границе соединения.
Nordson Dage является партнером «Остек-ЭК», это подразделение компании Nordson Electronics Solutions, которое производит оборудование под различные задачи в области исследований и производственного контроля материалов. Системы Nordson Dage (рис 13) обладают гибкостью за счет применения различной оснастки и уникальных быстросменных картриджей с нагрузками на сдвиг до 200 кг, при нажиме до 50 кг и на отрыв до 50 кг, что позволяет экономить время и проводить комбинированные испытания сложных сборок.
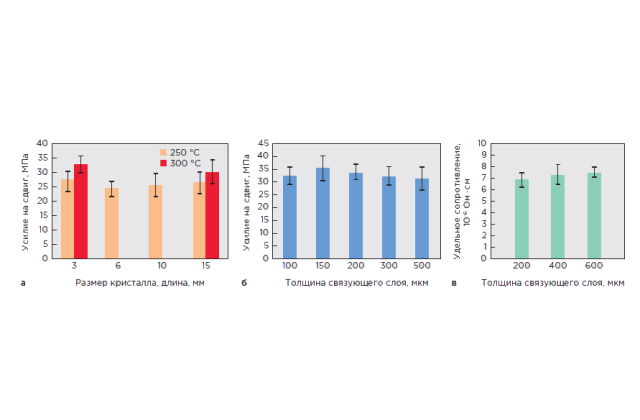
На рис 14а показана прочность на сдвиг при различных размерах кристалла (погрешность рассчитана для стандартного отклонения). Средняя прочность на сдвиг составила около 25 МПа и превышала 30 МПа для кристаллов, спеченных при температуре 300 °C. Полученные результаты превышают прочность на сдвиг традиционных припоев SnPb, которая составляет около <>19–24 МПа14. Что наиболее важно, прочность не изменилась с увеличением размера кристалла (около 30 МПа даже для кристаллов размером 15 × 15 мм). Кроме того, прочность на сдвиг практически не изменилась с увеличением толщины связующего слоя, как показано на рис 14б. Это указывает на то, что термомеханическое напряжение можно уменьшить за счет увеличения толщины твердого пористого слоя Ag.
Электрические характеристики связующего слоя кристалл-подложка имеют решающее значение для работы электронного устройства, поскольку они влияют на эффективность электронного тракта. Поэтому удельное электрическое сопротивление твердой пористой структуры Ag измеряли с использованием четырехзондового метода с помощью измерителя удельного поверхностного сопротивления Loresta GP T 610 (Mitsubishi, Япония). Удельное электрическое сопротивление спеченного пористого Ag с различной толщиной показано на рис 14в. Удельное сопротивление составляет 6,97 ± 0,58; 7,25 ± 0,76 и 7,38 ± 0,36 мкОм · см при толщине 200, 400 и 600 мкм соответственно. Удельное сопротивление существенно не меняется при изменении толщины слоя и это значит, что даже для кристаллов большего размера удельное электрическое сопротивление связывающего слоя фактически поддерживает постоянное значение.
Оборудование для монтажа кристаллов по технологии синтеринга
Технологическим партнером «Остек- ЭК» при решении любых задач, связанных с синтерингом, является компания АМХ, которая предлагает широкий выбор моделей прессов для спекания (рис 15) для различных применений: R&D и создание прототипов, массовое производство с возможностью встраивания в конвейерную линию с высокой производительностью.
Преимущества оборудования АМХ:
- высокая точность даже у младших моделей;
- рабочая зона от 75 × 75 мм до 300 × 300 мм;
- максимальное усилие до 980 кН;
- максимальная температура 350 °C;
- единая система контроля давления, температуры и качества с функцией мониторинга процесса спекания в реальном времени;
- контролируемая атмосфера (N2 или другой инертный газ);
- зона предварительного нагрева и последующего охлаждения;
- запатентованная конструкция пресс-формы с микроштампами (Micro-punch) позволяет оказывать равное давление на кристаллы разной толщины.
Технология синтеринга с применением Ag имеет множество преимуществ перед другими методами обработки материалов в процессе монтажа кристаллов при сборке силовых модулей:
- высокая электро- и теплопроводность;
- высокая температура плавления >900 °C;
- повышение срока службы изделий до 100 раз в сравнении с пайкой;
- при переходе на сборки с элементами на базе SiC-кристаллов снижает потери мощности на 75 % (при температуре кристалла 150 °C).
Перспективные направления для синтеринга:
- 3D-сборка за счет применения Micro-punch;
- монтаж чувствительных элементов;
- исследование взаимодействия различных материалов и поверхностей в процессе спекания.
При синтеринге следует обратить внимание на ряд факторов:
- для более качественных соединений требуется двух- или даже трехслойная металлизация контактной поверхности кристалла;
- для обеспечения качества процесса требуется инертная атмосфера;
- требуется точный контроль давления и температуры.
На сегодняшний день передовые производители силовых элементов и модулей перешли на новые полупроводниковые материалы и синтеринг является самым подходящим решением для монтажа кристаллов. Спекание обеспечивает высокое качество соединения кристалл-подложка практически без пустот. При использовании Ag повышается производительность и надежность готовых изделий за счет количественных преимуществ по электрои теплопроводности.
1 N. Kaminski, SiC and GaN devices-competition or coexistence, IEEE Cips. 393. 2012. Стр. 1-11
2 P.R. Chalker, Wide bandgap semiconductor materials for high temperature electronics, Thin Solid Films. 343. 1999. Стр. 616-622
3 H.S. Chin, K.Y. Cheong, A.B. Ismail, A review on die attach materials for SiC-based high-temperature power devices, Metal. Mater. Trans. B. 41. 2010. Стр. 824–832
4 K.S. Siow, Mechanical properties of nano-silver joints as die attach materials, J. Alloy. Compd. 514. 2012. Стр. 6–19
5 T. Wang, X. Chen, G.-Q. Lu, G.-Y. Lei, Low-temperature sintering with nano-silver paste in die-attached interconnection, J. Electron. Mater. 36. 2007. Стр. 1333–1340
6 C. Chen, K. Suganuma, Solid porous Ag-Ag interface bonding and its application in the die-attached modules, J. Mater. Sci.-Mater. 29. 2018. Стр. 13418–13428
7 H. Yan, P. Liang, Y. Mei, H. Feng, Brief review of silver sinter-bonding processing for packaging high-temperature power devices, Chinese Journal of Electrical Engineering. 6. 2020. Стр. 25–34
8 J. Rhodes, J. Govier, Joining Forces: Sintered Die Attach, e-mobility technology international, Vol. 9. Summer 2021. Стр. 96–97
9 https://www.amx-automatrix.it/
10 https://www.cips.eu/en/2020
11 В.И. Иванов, «Специфика технологии термозвуковой сварки медной проволокой выводов микросхем, компонентов и силовых элементов», «Вектор высоких технологий» № 1 (51) март 2021. Стр. 26–36
12 Y. Lu, Y. Li, M. Saka, Growth of Ag micro/nanoparticles using stress migration from multilayered metallic structure, Appl. Surf. Sci. 351. 2015. Стр. 1011–1015
13 https://www.nordson.com/en/divisions/dage/bondtesting-systems 4 M. Maruyama, R. Matsubayashi, H. Iwakuro, S. Isoda, T. Komatsu, Silver nanosintering: a lead-free alternative to soldering, Appl. Phys. A: Mater. Sci. Process. 93 .2008. Стр. 467–470