На микроэлектронном производстве каждая из сотен, миллионов, даже миллиардов отдельных характеристик и функций изделия, получаемого на полупроводниковой пластине, должна соответствовать строгим спецификациям. Это необходимо для достижения требуемого качества продукции, его технических характеристик и необходимого уровня выхода годных, что является самым критичным параметром на современных фабриках. Буквально каждая функция, каждый процесс на такой фабрике должны быть доведены до совершенства.


Процессы электрохимического осаждения (ECD – electrochemical deposition) или гальванические процессы на производствах должны быть четко отработаны, что позволит создавать необходимые топологические элементы идеального размера и формы без брака (пустот). Все это должно быть выполнено с учетом общей стоимости и эксплуатационных затрат. Ведущие производители оборудования для ECD, такие как Lam Research, RENA, ClassOne и др. разработали каждый свою серию оборудования, чтобы передать работающим с гальваническими покрытиями инженерам и операторам свой опыт и помочь оптимизировать производственные процессы.
В статье я расскажу об основных принципах ECD и способах оптимизации данного процесса.
Что такое «пластина в электролитической ячейке»?
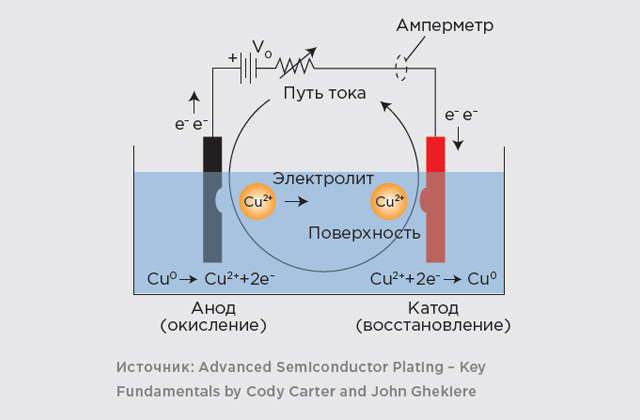
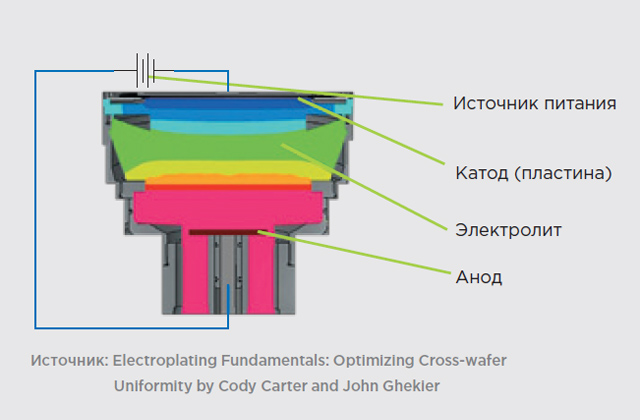
Фундаментальное понимание основной электролитической ячейки обеспечивает основу для более глубокого изучения процессов для нанесения покрытий в полупроводниковой промышленности. Самые современные способы нанесения покрытия на производстве полупроводников основаны на тех же принципах, что и стандартная электролитическая ячейка. На рис 1 изображена электролитическая ячейка со следующими функциональными компонентами: положительныи отрицательный электроды, электролит и источник питания. В этом примере медные электроды погружены в один электролит на основе сульфата меди и подключены к источнику питания.
К электродам прикладывается потенциал, замыкая цепь, состоящую из электронов, мигрирующих по проводам, соединяющим электроды и источник питания, и результирующих реакций электролитического окисления и восстановления на электродах и потока ионов через электролит. Источник питания «подает» электроны на катод, где реакции восстановления приводят к образованию металлической пленки (тонкой пленки меди в данном случае). Перенос электронов из ячейки на аноде ведёт к реакциям окисления, которые высвобождают ионы меди в раствор, восполняя те, которые «потребляются» при образовании металлической пленки на катоде.
Как выглядит современный реактор для электролитических процессов на полупроводниковом производстве?
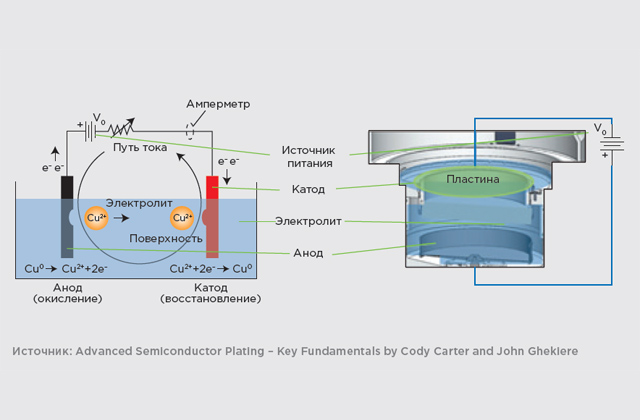
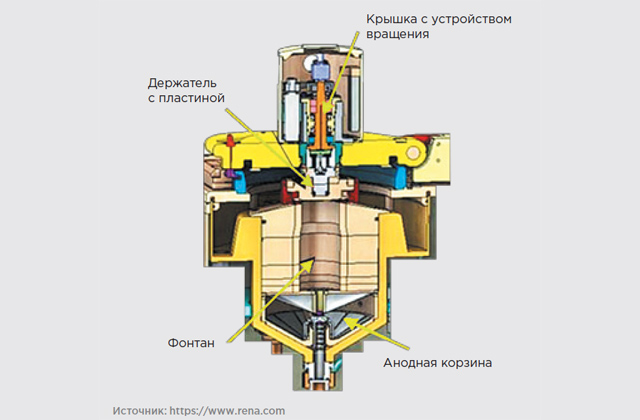
Базовая электролитическая ячейка действительно является основой всех реакторов для нанесения металлических покрытий на полупроводниковые пластины, включая реакторы, используемые для изготовления наиболее продвинутых элементов металлизации. Несмотря на использование в полупроводниковой промышленности нескольких типов реакторов, спецификации ведущих «чип-майкеров» требуют использования реактора фонтанного типа и обработку по одной пластине. Все основные производители полупроводников полагаются на ту или иную версию реактора, в котором полупроводниковая пластина располагается лицевой стороной вниз.
Каждый из основных компонентов, показанных на рис 1, присутствует в современном реакторе (рис 2). На рис 1 показаны электроды, ориентированные вертикально, а в современном реакторе анод размещается на дне ячейки с горизонтальной ориентацией. Это должно поддерживать эффективное взаимодействие с катодом, которым при обработке полупроводников является сама пластина. Пластина также ориентирована горизонтально над анодом лицевой поверхностью вниз. У этой конфигурации есть явные преимущества, которые будут рассмотрены далее.
Все электролиты для ECD на полупроводниковых производствах – узкоспециализированные. Анод и пластина электрически подключены к источнику питания через оборудование и проводку. В современном реакторе для работы с полупроводниковыми пластинами источник питания довольно сложен с точки зрения управления. Он должен включать в себя возможность высокоточного контроля тока (заряда), что имеет решающее значение для повторяемости процесса.
Давайте попробуем выявить связь между силой электрического тока и размерами элементов, на которые необходимо осадить тонкую металлическую пленку.
Важно отметить, что для осаждения высококачественных тонких пленок гальваническим способом необходимо, чтобы система работала в состоянии дефицита электронов. Другими словами, напряжение регулируется таким образом, что ток ограничивает скорость реакции. Это гарантирует, что подача электронов служит ограничивающим реагентом в реакциях восстановления на поверхности пластины.
Отсутствие электронов обеспечивает два ключевых преимущества процесса нанесения покрытия:
- «отсутствие посягательства» на предельную плотность тока для конкретного процесса, которая при обнаружении приводит к образованию «отложений» низкого качества;
- обеспечение очень точного контроля скорости реакции и, следовательно, скорости осаждения, так как ток контролируется очень точно; ток, подаваемый на пластину, создает металлический материал – тонкую металлическую пленку в соответствии со специфическими электрохимическими реакциями для данного процесса.
Учитывая эффективность реакции, можно быстро понять, что количество молей произведенных электронов приведет к пропорциональному количеству молей осажденного твердого металла (в данном случае меди). Отсюда следует, что при заданном количестве молей электронов образуется определенная масса плакированного металла.
Поскольку плотность осажденной меди постоянна, эта масса меди имеет определенный объем. Таким образом, объем меди, нанесенной на пластину, прямо пропорционален количеству молей электронов, поступающих в систему. Это означает, что современные системы ECD могут сформировать точный объем металла на поверхности пластины, контролируя общий приложенный ток.
Физический объем рассчитывается как произведение ширины, длины и высоты покрытия. Горизонтальные размеры элемента контролируются самой пластиной. В случае элементов, нанесенных на сформированную маску (рисунок структур на пластине), горизонтальные размеры элемента строго определяются рисунком после процесса литографии. Эта область называется открытой площадкой, поскольку она доступна для создания покрытия.
Поскольку приложенный ток встречается с контролируемой по размеру областью, то данный ток распределяется по этой области, а это означает, что распределение тока действительно является распределением тока по площади.
В совокупности плотность тока влияет на скорость нанесения покрытия. Что касается формирования электрических элементов, плотность тока определяет скорость вертикального роста плакированного материала, образующего необходимую тонкую пленку. Другими словами, плотность тока, применяемого в данной системе, легко преобразовать в показатель толщины за время.
Контроль окончательной высоты покрытия требует контроля продолжительности процесса. Этого можно достичь, выполнив этап нанесения покрытия до установленного времени. Но есть дополнительная возможность контроля, которая обеспечивает еще большую точность, а именно контроль общего заряда. Завершение этапа гальванического процесса в соответствии со временем предполагает, что ток идеально соответствует заданному, а также в значительной степени зависит от точности функций синхронизации системы. Однако более точный режим управления высотой покрытия достигается путем прекращения этапа нанесения покрытия при достижении определенного заряда. Становится очевидным, как плотность тока, приложенная в течение определенного времени, приводит к определенной толщине. Завершение процесса на основе контроля заряда позволяет точно управлять током в современных источниках питания.
Несколько общих рекомендаций, которые желательно выполнять для достижения требуемого качества процесса и достижения требуемой толщины и равномерности покрытия:
- предварительный процесс плазменной обработки;
- предварительный процесс смачивания (увлажнения) пластины;
Этапы предварительной обработки плазмой или удаления органических загрязнений рекомендованы во всех случаях, кроме тех, когда в данном процессе нет необходимости или кислородная плазма может каким-либо образом повредить пластине или подложке. Цель данного процесса – создание легко смачиваемой поверхности. Смачиваемость важна для пластин и подложек с уже сформированным рисунком. Также данный процесс полезен в целом, поскольку органические монослои легко образуются даже на самых чистых производствах.
Что касается стадии предварительного смачивания, то многие виды покрытий не требуют его, а некоторые не могут быть надежно завершены без него. Данный вопрос требует отдельного обсуждения и выходит за рамки этой статьи.
Давайте перейдем к вопросу о том, как добиться требуемой неравномерности покрытия.
Для начала рассмотрим основы неравномерности гальванического осаждения.
По сути, на равномерное осаждение металла внутри (в отверстиях) и на поверхности полупроводниковой пластины влияют два основных фактора:
- определение и контроль профиля электрического поля;
- установление и поддержание доступности катионов.
Из-за этих факторов различные гальванические системы могут значительно отличаться по своим характеристикам и возможностям создания тех или иных структур на пластине. Конструкция конкретной системы может существенно улучшить или ограничить достижимые характеристики по неравномерности. Простой пример – это система типа Wet Bench, добиться равномерности в которой можно в лучшем случае на уровне 10-15 %, что недопустимо на современном полупроводниковом производстве. Современные системы ECD специально разработаны для улучшения неравномерности (единицы процентов), что позволяет им по праву занять свое место на полупроводниковом производстве.
Что влияет на равномерность осаждения?
Профиль электрического поля – параллельность и радиальная симметрия.
Приложение потенциала к реакторной системе создает электрическое поле в ней. Это поле продвигает катионы – ионы металлов, которые вступают в реакцию с образованием металлического покрытия, к отрицательно заряженной пластине. Аналогичным образом происходит притягивание электронов к положительно заряженному аноду. Величина силы, которую испытывает ион, напрямую коррелирует с его близостью к электроду и током, подаваемым на электрод. Поскольку на аноде образуются положительные ионы, то они «отталкиваются» от него и притягиваются к пластине.
«Центр» между анодом и катодом (пластиной) имеет решающее значение в архитектуре реактора. Статическая пластина, которая не идеально параллельна своему аноду, будет испытывать внутреннюю линейную неоднородность из-за механической близости. Эту ошибку можно исправить только более жесткой механической конструкцией.
Если статическое положение пластины способно значительно увеличить такую ошибку, то при вращении системы может возникнуть нарушение радиальной симметрии, а это простая геометрическая функция, и ее легко решить с помощью регулировки скорости вращения пластины. Таким образом, параллельность между пластиной и анодом имеет универсальное значение, так как процентная разница в этом расстоянии от одной стороны до другой приведет к аналогичному проценту разницы в величине поля и, следовательно, к другой скорости создания покрытия для данного радиуса. Однако при использовании вращающегося катода (пластины) эта разница в скорости нанесения покрытия становится геометрически радиальной, и это критически важно.
И так как все вращающиеся компоненты современного реактора по своей сути радиальные, то внесение поправок идеально скомпенсирует все возникающие ошибки (несовершенства покрытия). Поскольку все недостатки в отношении однородности радиальные, это означает, что математически существует внутреннее «выравнивание» между ошибкой и внесенной в систему поправкой. Таким образом, совершенство оборудования не является фундаментальным требованием для совершенства процесса. Если ECD-система оборудована механизмом вращения, то недостатки распределения плотности тока могут быть исправлены при помощи того или иного рецепта и не будут зависеть от точности обработки пластиковых деталей реактора.
Что дает «правильное» распределение плотности тока по пластине?
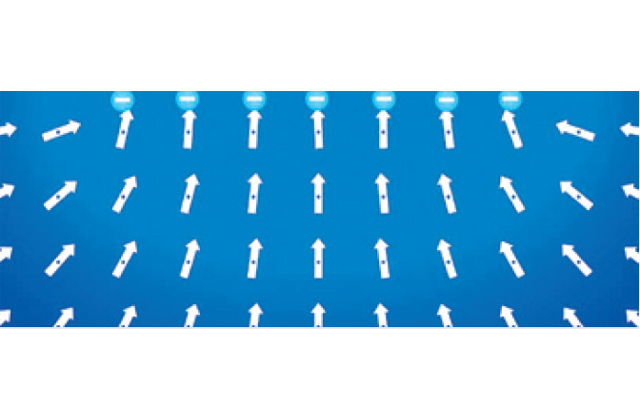
Пластина с отрицательным зарядом притягивает к себе катионы, как показано на рис 3. Для катода электрическое поле распространяется перпендикулярно поверхности пластины в центре, постепенно изменяясь под углом к ее краю. Поскольку электрическое поле обладает кумулятивным эффектом всей заряженной поверхности, то в действительности его распределение является самым сильным по направлению к центру пластины. Без учета массопереноса, гидродинамики, формы реактора или времени процесса металлическое покрытие будет быстрее всего формироваться в центре и уменьшаться к краю пластины. Таково фундаментальное поведение электрического поля независимо от других явлений.
Как было установлено ранее, плотность тока определяет скорость осаждения. Таким образом, первое, что нужно сделать для получения равномерно сформированной тонкой пленки по всей пластине, – это обеспечить равномерное распределение электрического поля внутри реактора.
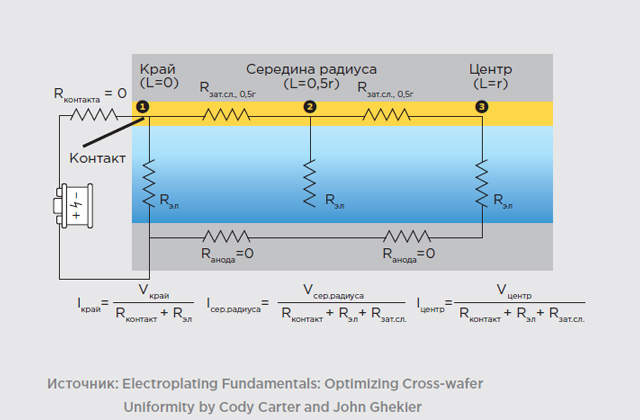
На рис 4 показана часть пластины, погруженная в электролит. Изображена полная электрохимическая ячейка, включая точки контакта, в которых ячейка электрически соединяется с затравочным слоем пластины. Затравочный слой необходим для проведения электрического тока по всем участкам пластины. На рисунке пластина представлена в трех значимых областях: край пластины (где ячейка устанавливает электрический контакт между источником питания и пластиной), средний радиус и центр пластины. Как говорилось в начале, закон Ома применим к электрохимическим элементам. Соответственно, плотность тока, возникающая в каждой точке пластины, которая должна быть одинаковой для достижения однородного покрытия, зависит от напряжения и сопротивления, характерных для каждого места.
Как видно на рисунке, край пластины ближе к электрическим контактам, чем середина радиуса, и гораздо ближе, чем центр. Следовательно, у края пластины будет меньшее сопротивление через затравочный слой, чем сопротивление в середине радиуса и, соответственно, чем на радиусе в центре пластины. Это связано с тем, что ток должен будет пройти через затравочный слой на расстоянии от края к центру.
Однако в действительности мы обнаруживаем, что фактическая разница в сопротивлении очень мала и, фактически, ничтожна, потому что стандартный затравочный слой достаточно толстый, чтобы его сопротивление вносило влияние в пределах всей длины. Таким образом, чтобы создать профиль электрического поля, способствующий равномерной плотности тока на пластине, необходимо обеспечить одинаковое напряжение во всех точках пластины. Другими словами, профиль поля, создаваемый реактором, должен иметь однородный потенциал по всему диаметру реактора.
Для очень тонких затравочных слоев или затравочных слоев, состоящих из материалов с высоким сопротивлением, пластина будет создавать градиент потенциала, который уменьшается по мере увеличения толщины металлического покрытия и падения его сопротивления. Этот динамический сдвиг градиента потенциала на таких пластинах может быть важным для некоторых процессов, но это отдельная тема.
Кумулятивный эффект электрических полей означает, что простая эмпирическая проектная работа может привести к номинально-распределенному однородному электрическому полю. Современный ECD (рис 5) может быть спроектирован так, чтобы обеспечить идеальную однородность для множества различных вариантов покрытий. Для этого реактор должен быть спроектирован с использованием вычислительного гидродинамического моделирования для обеспечения однородного распределения поля в месте расположения пластины внутри реактора (рис 6).
Равномерное распределение электрического поля по пластине создает однородный потенциал на ней, а в случае замкнутой цепи – равномерно распределенный ток. Это и определяет равномерность создания металлического слоя на пластине.
Какой еще фактор нужно учесть при проектировании современного реактора?
Ответ – доступность катионов.
Наличие катионов – это еще один фактор, который необходимо учесть, чтобы обеспечить равномерное осаждение металла. Двумя наиболее важными элементами являются концентрация катионов в объеме и доступность катионов в диффузионном слое.
На что влияет концентрация катионов в объеме реактора?
Гальванические процессы в полупроводниковом производстве дали толчок к развитию химической промышленности в данной области и созданию многообразия специализированных высоконадежных химических реактивов. Основным требованием является составление «правильной» химической смеси с учетом эффективных концентраций катионов с различными добавками, обеспечивающими стабильность при любом расходе и длительном сроке службы внутренней части реактора. Правильная конструкция реактора дает гибкость для получения результатов полупроводникового качества за счет применения промышленных химикатов для нанесения гальванических покрытий. Начав с необходимой концентрации катионов, которая поддерживает эффективное покрытие качественных металлических пленок, далее требуется поддержание этой объемной концентрации в пределах всего процесса и от процесса к процессу.
«Необходимость или достаточность»?
Доступность катионов на диффузионном слое Качественное гальваническое покрытие требует от системы такой работы в условиях недостатка электронов, чтобы скорость реакции ограничивалась и, таким образом, определялась скоростью потока электронов, то есть током. Опять же, согласно этому заявлению, электроны служат ограничивающим реагентом в реакциях, связанных с осаждением. Учитывая этот практический взгляд на «поставку» электронов, становится понятно, что катионы служат избыточным реагентом для той же реакции. Однако учитывая возможность изменения условий на самой пластине, этого нельзя допускать по всей поверхности пластины. Действительно, запас катионов в пределах указанной концентрации данного реактора недостаточен для обеспечения необходимого количества катионов в любое время на поверхности пластины, по всей пластине и внутри пластины.
Причина, по которой данное требование не может быть выполнено, заключается в переносе массы, который относится просто к движению данного материала из одного места в другое. Массоперенос – строгое движение водных катионов металлов к заданной точке восстановления на поверхности пластины, поскольку это является необходимым для скорости нанесения покрытия и, следовательно, для однородности. На скорость массообмена в системе влияют несколько факторов. Рассмотрим их далее.
На простейшем уровне качественное перемешивание в объеме электролита необходимо по ряду причин, не последней из которых является поддержание гомогенности электролита. Поэтому в большинстве ECD-реакторов предусмотрено активное перемешивание электролита с акцентом на турбулентный поток на поверхности пластины. Чаще всего электролит рециркулирует через реактор из резервуара, так что небольшой процент электролита, истощенного в реакторе в результате осаждения, пополняется за счет обильного запаса, поддерживаемого до заданной концентрации, и добавлением соответствующих реагентов – аддитивов.
Перемешивание хотя и необходимо для поддержания однородной массы раствора при заданной концентрации, но недостаточно для точного контроля наличия катионов на реальной поверхности пластины из-за возможности диффузионных различий по пластине.
Диффузионный слой
Когда «вязкая» жидкость движется по поверхности с некоторой скоростью, она создает профиль движения, при котором скорость асимптотически уменьшается от индуцированной скорости массы до нулевой скорости относительно реальной поверхности. Слой жидкости, которая замедляется из-за этого эффекта, называется пограничным слоем. Толщина пограничного слоя зависит, среди прочего, от скорости жидкости и ее турбулентности. Более высокая скорость и ламинарный поток создают более тонкий пограничный слой. Хотя ламинарный поток способствует более тонкому пограничному слою, он становится турбулентным, когда дольше течет по поверхности и встречает какие-либо неровности, например, рисунок структур. Турбулентный поток хотя и создает более толстый пограничный слой, менее подвержен завихрениям, создаваемым элементами на поверхности.
Для эффективного нанесения покрытия желателен как можно более тонкий пограничный слой, чтобы обеспечить объемную концентрацию катионов ближе к поверхности пластины. Однако физика подсказывает, что в конечном итоге будет «застойный» слой некоторой толщины, через который катионы должны проходить за счет чистой диффузии, которая намного медленнее, чем конвекция и перемешивание. В электрохимии определяющим термином для этого слоя является диффузионный слой Нернста, который представляет собой «область вблизи электрода, где концентрации (ионов) отличаются от их значений в объеме раствора»1.
Катионы должны перейти из области однородной объемной концентрации через диффузионный слой, который является «застойным», на поверхность обрабатываемой пластины, чтобы там участвовать в катодных реакциях. Это движение называется диффузией, и время, необходимое катионам для прохождения диффузионного слоя, существенно для равномерного осаждения. «Скорость» данного катиона через диффузионный слой постоянна в рамках контролируемого процесса нанесения покрытия. Другими словами, катион определенного состава перемещается через диффузионный слой с заданной скоростью, определяемой его конкретным коэффициентом диффузии. То есть общее время, необходимое для прохождения данного катиона через диффузионный слой, напрямую зависит от толщины диффузионного слоя.
Поскольку толщина диффузионного слоя практически ограничена (не может быть меньше нуля), его толщина будет асимптотически приближаться к некоторому минимальному значению. Обеспечение однородного и тонкого пограничного слоя способствует тому, что катионы проходят через диффузионный слой за одно и то же время, таким образом поддерживая одинаковую скорость осаждения во всех местах и равномерно создавая слой тонкой пленки по всей поверхности пластины. Если диффузионный слой не имеет однородной толщины во всех местах, то время, необходимое для достижения поверхности пластины, будет больше, если диффузионный слой толще, и короче, если он тоньше. Таким образом, неоднородный профиль скорости жидкости на поверхности пластины приведет к неравномерной скорости диффузии и, следовательно, к неоднородному слою покрытия.
Отсюда следует, что реактор для нанесения покрытия на полупроводниковую пластину в целях равномерного осаждения должен обеспечивать равномерный профиль движения жидкости по пластине. Для современного ECD-реактора типично, что химические вещества рециркулируют через камеру, и критически важно решить проблему движения пластины, которая оказывает одно из основных влияний на однородность создаваемой тонкой пленки. Следует отметить, что некоторые конструкции ECD-систем, предлагаемые рынком, не учитывают этот ключевой фактор.
Движение и поток электролита. Насколько важны эти два параметра?
Скорость электролита относительно поверхности пластины должна быть довольно высокой, чтобы образовался тонкий диффузионный слой, и чтобы время, необходимое для диффузии катионов к поверхности, не было таким большим, чтобы сдерживать реакции осаждения. В противном случае катионы могут стать ограничивающим реагентом в каких-то областях вокруг пластины.
Для некоторых процессов, где подвижность катиона очень высока, создание «достаточно тонкого» диффузионного слоя может быть достигнуто простым созданием высокой скорости химического вещества по поверхности пластины. Современные медные полупроводниковые электролиты – хороший тому пример. Ион меди относительно быстро диффундирует через диффузионный слой в отличие от комплексного иона золота, что очень важно при выборе оборудования, поскольку это фундаментальный аспект архитектуры системы.
Стационарные системы пластин требуют компромисса между скоростью нанесения покрытия и однородностью. При прохождении через систему с высокой скоростью турбулентные потоки взаимодействуют с пластиной. Типичная конфигурация таких систем состоит в том, что химические вещества поступают из нижней части камеры, перемещаются вертикально по поверхности пластины и каскадом выходят наверх камеры. В результате профиль потока изменяется от точки доставки к другому концу пластины. Достигается хорошее перемешивание, диффузионный слой истончается, но турбулентный поток по своей природе неоднороден, и диффузионный слой будет иметь разную толщину по всей пластине. Турбулентный поток приведет к высокой скорости нанесения покрытия, поскольку номинальная толщина диффузионного слоя будет низкой; однако осаждение не будет равномерным. Таким образом, достигается высокая скорость нанесения покрытия, но за счет плохой однородности. Замедление потока приведет к более равномерной относительной скорости жидкости, но создаст более толстый диффузионный слой. Это дает относительно однородное осаждение, но накладывает ограничения на скорость нанесения покрытия.
В качестве альтернативы статическая пластина может быть ориентирована горизонтально – сторона покрытия пластины обращена вниз в поток электролита. В такой ориентации номинальный вектор электролита встречает пластину перпендикулярно. Это помогает отменить некоторые ограничения пути потока снизу-вверх в статических вертикальных гальванических ячейках, но все же не устраняет недостатки, связанные с толщиной диффузионного слоя, обусловленные профилем потока, создаваемым конструкцией камеры. Такая камера, вероятно, потребует очень сложной конструкции для улучшения профиля потока и чрезвычайной точности в размерных элементах сборки. Тем не менее, компромисс между высоким расходом и однородной относительной скоростью жидкости все равно останется. Даже при больших затратах на проектирование и производство оптимального единообразия добиться не удастся.
Давайте рассмотрим одну из самых интересных степеней свободы при оптимизации гальванического процесса в современном ECD-реакторе – движение пластины.
Для решения проблем с движением и потоком электролита можно воспользоваться преимуществами физики и согласовать профиль потока электролита с формой пластины, чтобы получить идеально радиальный профиль потока без чрезмерных затрат на конструкцию и изготовление реактора. Этого можно добиться, закрепив пластину специальными пинами, напоминающими булавки, или использовать прижимное кольцо, форма которого предварительно оптимизирована относительно гидродинамических процессов. Оптимизация держателя требует намного меньше затрат, чем оптимизация гидродинамических свойств всего реактора.
При вращении пластины используются преимущества сложной физики погруженного вращающегося диска. Глубина этой области исследований значительна и составляет основу бóльшей части электрохимической аналитической науки, являясь тем «ноу-хау», которое у каждого производителя свое, ведь именно в этой области исследований затрачиваются основные усилия (знания, время и материальные средства). В таких исследованиях поток электролита принимается равным нулю, так как при вращающейся пластине он практически не оказывает влияния на создание тонкой пленки. По сути, электролит просто должен быть с постоянной концентрацией, т.е. обновляться во время процесса. При условии ограничения скорости процесса током для поддержания постоянной концентрации не требуется его сильного потока, поэтому данным параметром при аналитических расчетах можно пренебречь.
Выполняя роль вращающегося электрода, вращающаяся пластина действует крайне эффективно, хотя насос по доставке электролита и является неэффективным. Поверхность вращающейся пластины, поскольку она погружена в жидкость, полностью ею покрыта. На рис 7 изображена модель потоков, показывающая жидкую фракцию на поверхности пластины. Это означает, что жидкость полностью прикреплена к поверхности пластины во всех местах.
Значит любое вытеснение электролита из любой единицы площади пластины должно быть немедленно заменено в ее точном объеме дополнительным количеством электролита – условие осаждения («прилипания») металла. Поскольку пластина вращается, силы вязкости заставят жидкость двигаться радиально наружу по поверхности пластины, пока она не достигнет края, где будет выходить с поверхности. Конечно, это описание лишь кратко охватывает данное понятие. Для нас достаточно, что при вращении погруженной пластины движение жидкости по ее поверхности, вызванное центростремительной силой, вызывает смещение поверхностной жидкости.
Что касается геометрии вращающейся пластины, можно представить себе область определенной ширины вокруг края пластины, которая выходит за ее край. Эта ширина не может быть полностью заменена на выходе из него таким же кольцом единицы ши рины, примыкающим внутрь самого себя. Площадь соседнего кольца меньше. Но условие «прилипания» гарантирует мгновенную замену объема. Таким образом, дополнительный объем жидкости создается из основного объема. Экстраполируя это внутрь, от края к центру, можно увидеть, почему эффект усиливается, когда жидкость движется по всей пластине.
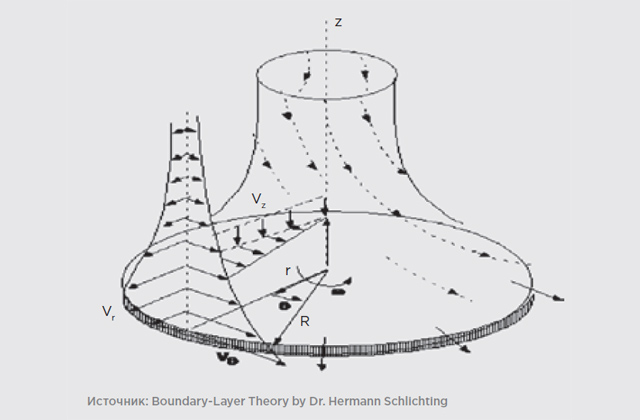
На рис 8 иллюстрирована динамика жидкости из основополагающего текста «Теория пограничного слоя» доктора Германа Шлихтинга. Внутри объема образуется шлейф движения электролита. Можно видеть, что при образовании факела в номинально симметричной цилиндрической полости камеры образуется идеально радиальный профиль, идеально центрированный относительно оси вращения. Другими словами, движение пластины определяет профиль потока, который по своей природе настроен на равномерное распределение по поверхности пластины. Задача современного ECD-оборудования – иметь радиальную симметрию, которая не мешает тому, что в противном случае физика достигла бы с совершенством. Современный гальванический реактор использует все описанные выше эффекты.
Теперь можно перейти к движению и потоку электролита.
Из рассказанного выше видно, что движение пластины чрезвычайно важно для определения влияния относительного движения жидкости на однородность плакированной пленки. Это не означает, что движение жидкости через гальваническую систему не важно. Однако вращение пластины снижает критичность профиля потока системы. В системе со статической пластиной многие факторы будут недоступны для настройки из-за архитектуры системы. Аппаратное обеспечение, определяющее профиль потока, либо не имеет возможности регулировки, либо имеет очень ограниченную возможность. Следовательно, единственный эффективный настраиваемый параметр – это общий расход. Для системы статических пластин скорость потока необходимо оптимизировать эмпирически, чтобы достичь баланса между однородностью и скоростью нанесения покрытия, и система будет чувствительна к изменениям фактической скорости потока электролита. Однако в системе, оборудованной для вращения пластины, сценарий протекания электролита через реактор принципиально другой. В таких системах влияние скорости потока жидкости вторично по отношению к движению пластины и гораздо менее чувствительно в качестве регулирующего фактора. Обратите внимание, что для высококачественной системы ECD скорость потока, подаваемого в систему, может быть предоставлена из документации на оборудование и не требует никакой регулировки или точной настройки. В случае современных систем пользователь оборудования получит ряд данных процесса в качестве технологической поддержки, где будет указан стандартный расход электролита для такого процесса. Эти данные можно просто ввести в программное обеспечение оборудования без эмпирической проверки. Также немало важной частью технологической поддержки является передача данных для установки оборотов, поскольку эффекты настройки являются точными и воспроизводимыми от системы к системе, учитывая, что любое незначительное изменение общего профиля потока будет преодолено физикой вращающегося диска.
Ограничение плотности тока и к чему это может привести.
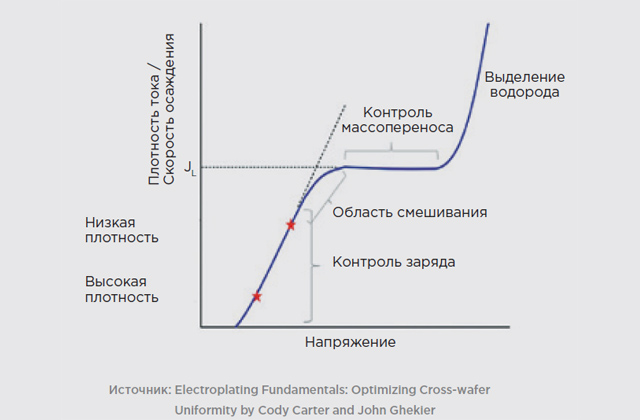
Электролитическая ячейка, содержащая цепь, подчиняется закону Ома, который обычно определяет линейную зависимость между током и напряжением при заданном постоянном сопротивлении. Однако электролитическая ячейка добавляет ряд сложностей, которые изменяют эту линейную зависимость. Самая основная сложность – непреднамеренная электрохимическая реакция. По мере увеличения плотности тока скорость расхода катионов увеличивается.
В какой-то момент катионов на поверхности становится недостаточно, поскольку скорость расходования приближается к скорости пополнения. Система начинает отходить от своего надлежащего состояния с низким содержанием электронов и, если катионы недоступны в изобилии, электроны начнут взаимодействовать другими способами, инициируя побочные реакции, которые приводят к образованию слоев низкого качества.
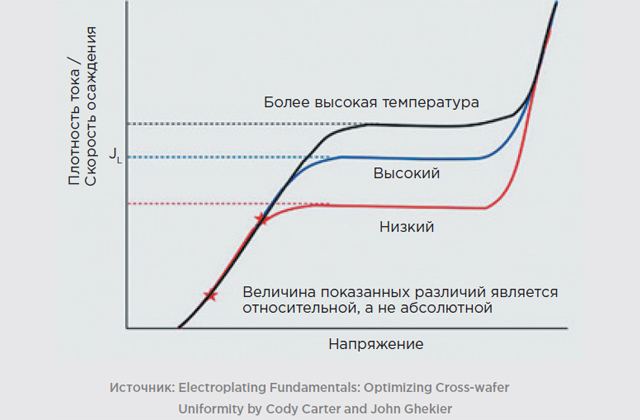
Как показано на рис 9, это приводит к тому, что линейная зависимость напряжения от тока становится плоской. Эта точка, известная как предельная плотность тока или LCD (limiting current density), характеризуется постоянной плотностью тока несмотря на возрастающее напряжение. Возвращаясь к закону Ома, мы понимаем, что сопротивление системы теперь увеличивается. Точка, в которой достигается LCD, зависит от нескольких факторов, и можно переключить LCD на более высокую или более низкую плотность тока, регулируя различные параметры. Как показано на рис 10, повышение температуры электролита и/или перемешивание жидкости на поверхности пластины может увеличить плотность тока, при которой достигается LCD. Температура увеличивает кинетику реакции нанесения покрытия. Перемешивание истончает диффузионный слой, тем самым увеличивая эффективную скорость пополнения катионов в диффузионном слое. Точно так же увеличение концентрации катионов в объеме раствора может увеличить доступность катионов в диффузионном слое. Во всех случаях настройки возвращают процесс обратно в состояние недостатка электронов, перемещаясь обратно в область контроля заряда.
Как же все-таки обеспечить однородность по пластине?
Обратите внимание: данные результаты и информация относятся к равномерному нанесению покрытия на пластине с затравочным слоем.
Для конкретных рекомендаций по гальваническим реакторам в начале следует изучить более общее руководство для простых горизонтально ориентированных систем гальваники на одной пластине. Если используемая система является новой или пользователь не знаком с ней, то сначала следует установить функциональную отправную точку, при которой система будет эксплуатироваться в соответствии с требуемым процессом. Для этого необходимо провести ряд пробных процессов и измерений.
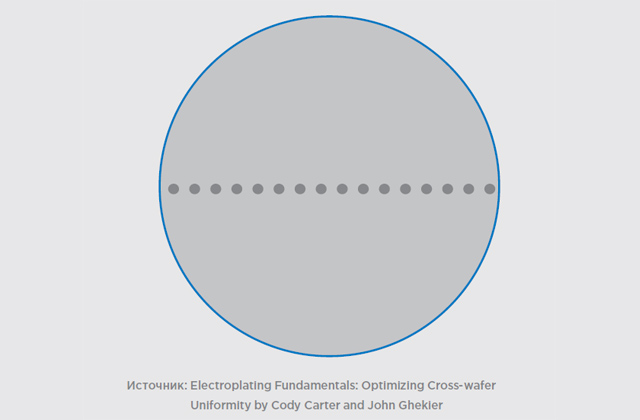
Лучшей схемой измерения толщины для оптимизации однородности по пластине обычно является сканирование диаметра (рис 11), которое представляет собой линию измерений, начинающуюся с одной стороны пластины и переходящую к другой, часто с более высокой плотностью по направлению к краю пластины, где возможно больше отклонений.
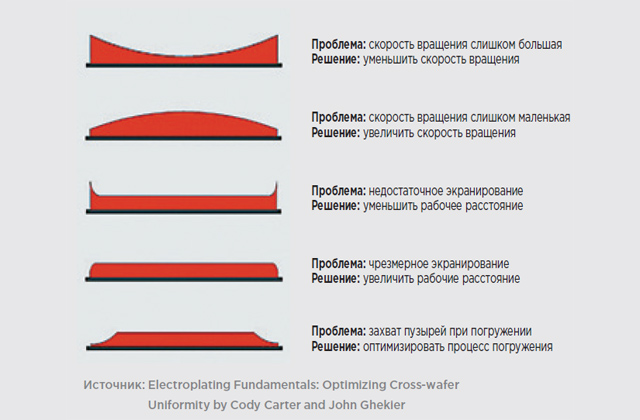
На рис 12 показаны типичные профили сканирования диаметра пластины и приведены рекомендации по устранению проблем, которые могут быть обнаружены.
Чтобы обеспечить однородность осаждения тонкой металлической пленки по пластине в современных ECD необходимо обеспечить следующее:
- Должен быть доступный на оборудовании документ или файл с записью процесса, который содержит четкое определение отправной точки.
- Ключевыми факторами для установления однородности по пластине являются профиль электрического поля и профиль потока жидкости. Оба они легко оптимизируются с помощью интуитивно понятных настроек в программном обеспечении.
- Настройте рецепт в соответствии с поставленной задачей и проверьте возможности системы:
- контроль движения жидкости относительно пластины;
- контроль вращения (статические системы, где невозможно вращение во время нанесения покрытия, будут иметь существенные ограничения для достижения хороших показателей однородности, в таких системах улучшения неоднородности можно достичь только за счет снижения скорости нанесения покрытия);
- управление профилем электрического поля (настройка через физический диффузор или с использованием нескольких независимо управляемых анодов).
Далее следует соблюдать следующие рекомендации.
- Погружение
- Расход химии и скорость вращения В идеале должна быть сформирована запись «наиболее известного» расхода для системы и конкретного процесса, либо надо следовать следующим рекомендациям:
- Для формирования покрытия из золота: медленно вращайте пластину (25-35 об / мин) и используйте более высокую скорость потока для системы.
- Для большинства других металлов: относительно быстро вращайте пластину (~ 50-100 об / мин) и используйте умеренную скорость потока.
- Для статических систем без вращения: расход – единственный вход, которым можно управлять. Как правило, чем выше, тем лучше.
- Корректировка процесса при сравнении результата с рис 12
- Посмотрите на профиль плакированной пленки, сравните его с рис 12 и внесите предлагаемые изменения.
- Быстрое увеличение толщины на расстоянии ~ 10 мм от края вероятнее всего вызвано слишком слабым экранированием для компенсации скопление тока. В таком случае его нужно отрегулировать по положению ближе к пластине. Если экран не регулируется, то поможет изменение положения пластины – она должна быть ближе к экрану.
- Быстрое уменьшение толщины внешних 10 мм пластин может иметь одну из двух причин:
- пузырьки, застрявшие в результате погружения: скорректировать угол погружения пластины (если возможно) или кратковременно увеличить скорость вращения;
- слишком близко располагается экран к пластине. Чтобы исправить это, измените расстояние.
- Если центр профиля толстый и «куполообразный»:
- если регулировка поля возможна – уменьшите плотность тока в центре;
- если настройка на месте невозможна, увеличьте скорость вращения на ~10-20 об / мин.
- Если центр профиля тонкий:
- если регулировка поля возможна – уменьшите плотность тока по краю пластины;
- если настройка на месте невозможна, уменьшите скорость вращения на ~10- 20 об / мин.
Убедитесь, что пластина полностью погружена в химический состав для нанесения покрытия, когда находится в положении для нанесения покрытия. Обратите внимание, что в некоторых системах пластина погружается по-настоящему горизонтально, без возможности наклона во время смачивания. Это может задержать воздух на пластине и привести к неравномерному нанесению покрытия. Такие системы обычно требуют многократного увеличения и уменьшения потока для удаления пузырьков. Если система поддерживает наклон во время смачивания, необходимо провести эмпирическое тестирование, чтобы подтвердить погружение без пузырьков. Если система не поддерживает наклон во время погружения, но поддерживает вращение пластины, увеличение и уменьшение скорости вращения пластины может привести к удалению пузырьков.
Все вышеописанные рекомендации необходимо выполнять для каждого процесса, которых бесчисленное множество благодаря вариативности размера пластин, типам получаемой металлической пленки и, конечно же, многообразию конечного продукта.
Создание гальванического покрытия, на первый взгляд, – это крайне простой процесс, а гальваническая ячейка (ECD-реактор), по сути, – просто ванна с электролитом и электродами, подключенными к источнику питания. Причем на одном из электродов располагается пластина, на которой происходит формирование металлической плёнки. На протяжении нескольких десятилетий простейшего ECD-реактора в виде электролитической ванны было достаточно для формирования практически любых металлических покрытий. Но технологии развиваются, и возникают новые требования к самому процессу и к качеству покрытия (его плотности и однородности). С появлением процессов производства микроэлектронных изделий, использующих глубокие или сквозные отверстия, технологи на полупроводниковом производстве оказались в тупике, так как ни одна электролитическая ванна даже с функцией покачивания пластин, перемешивания электролита и «умными» источниками питания не могла обеспечить заполнение таких отверстий. Еще одной проблемой для технологов стало требование по равномерности покрытия на больших поверхностях (на пластинах 200 и 300 мм), что тоже оказалось невыполнимо в простой электролитической ванне.
Решением стал современный ECD-реактор, обработка в котором ведется по одной пластине, причем с ее вращением. Именно такая конструкция позволила добиться необходимой однородности покрытия по большой площади и даже в отверстиях с аспектным соотношением 1:10 и диаметром 20 мкм.
Конечно, современные системы упростили ряд процессов гальванического осаждения для простого применения и стали серьезным помощником технологов на производстве микроэлектроники. Но чтобы добиться идеальной равномерности покрытия, необходимо потратить время для настройки реактора в современной ECD-системе (рис 13 и 14) и подбора правильного рецепта, и с этими задачами технологам придется справлять самим.
В статье использованы материалы:
- Advanced Semiconductor Plating – Key Fundamentals by Cody Carter and John Ghekiere
- Electroplating Fundamentals: Optimizing Cross-wafer Uniformity by Cody Carter and John Ghekier
- Boundary-Layer Theory by Dr. Hermann Schlichting
- https://www.rena.com
- https://www.lamresearch.com
1 IUPAC. Compendium of Chemical Terminology, 2nd ed. (the “Gold Book”). Compiled by A. D. McNaught and A. Wilkinson. Blackwell Scientific Publications, Oxford (1997). Online version (2019-) created by S. J. Chalk. ISBN 0-9678550-9-8. https://doi.org/10.1351/ goldbook.