Современная электронная промышленность наращивает объемы производства надежных и недорогих полупроводниковых приборов и интегральных микросхем (ИМС) в пластиковых корпусах. Применение технологий заливки в пластик приобретает особое значение из-за тенденции уменьшения габаритов ИМС. Они предлагают экономически выгодную замену дорогостоящим металлостеклянным и металлокерамическим корпусам — как за счет экономии драгоценных металлов, так и вследствие менее затратного производственного цикла, в котором совмещены технологические операции изготовления корпусов и герметизации ИМС и который, к тому же, может быть полностью автоматизирован1. В статье рассмотрены особенности заливки в пластик как наилучшего варианта с точки зрения технологичности процесса корпусирования, а также обеспечения высокого и стабильного качества изделий микроэлектроники при их серийном производстве.


Герметизация или корпусирование изделий относится к заключительным операциям в технологическом процессе. На нее поступают фактически собранные изделия, как правило, обладающие высокой себестоимостью, определяемой не только суммой затрат на комплектующие изделия и материалы, но и значительными затратами времени и труда персонала, а также ресурса технологического оборудования. Это налагает высокую ответственность на качество данной операции и определяет ее важное место во всей производственной цепочке. Металлокерамические и металлостеклянные корпуса на данный момент развития технологий по совокупности параметров превосходят по надёжности пластиковые, но их производство более трудоемкое и дорогостоящее.
Тем не менее, одной из сильных сторон технологии заливки в пластик является ряд достоинств материалов, которые в ней используются. В качестве материала для изготовления корпусов ИМС применяются термореактивные полимеры с необратимым отверждением и термопласты. Все материалы для заливки в пластик отличаются простотой обработки, низкой стоимостью и доступностью. Современный рынок предлагает предприятиям электронной промышленности широкий ассортимент пластмасс с различными свойствами, что позволяет подбирать материалы для герметизации и корпусирования изделий с широким диапазоном технических характеристик. Микроэлектронные изделия в пластиковых корпусах уже доминируют в таких сегментах рынка, как носимые электронные устройства, компьютерная техника и периферийные устройства, автомобильная электроника, а также электроника специального применения — не секрет, что ИМС и дискретные компоненты зарубежных производителей в таких корпусах массово покупаются и завозятся в Россию, и значительная их часть после необходимых испытаний допускается к установке в аппаратуру специального применения, за исключением космических систем. Впрочем, за рубежом проводились испытания для выяснения перспектив использования пластиковых корпусов в космосе, и некоторые микросхемы даже успешно работали на орбите. Однако повторяемость результатов от партии к партии пока не достигнута, поэтому говорить о применении пластиковых корпусов в электронике космических аппаратов пока рано.
Если же исключить из рассмотрения воздействия и испытания, характерные для космических систем, то основным ограничением для пластика являются эксплуатационные температуры; для доступных на рынке термостойких пластмасс они ограничиваются диапазоном от −60 до 125 ºС. Но и в не столь экстремальных случаях для каждого конкретного применения надо тщательно подбирать материал по совокупности параметров и соотношению цена-качество.
В металлостеклянных корпусах армирование и крышка выполняются из металла, выводы изолируются от основания при помощи стекла. Металлокерамические корпуса состоят из керамического основания с выводами и металлической крышки. Для сравнения технологичности процессов заливки в пластик и герметизации в эти два типа корпусов конструктивные различия между последними не являются существенно важными, потому достаточно рассмотреть последовательность изготовления одного из них, например, металлокерамического.
Монтировать металлические выводы непосредственно в основание корпуса во время спекания керамики невозможно из-за высокой температуры этого процесса, поэтому их в специальной технологической рамке впаивают в него стеклом. По верхней кромке основания стеклом припаивается металлическая рамка, к которой присоединяют металлическую крышку — как правило, при помощи вакуумной пайки или шовно-роликовой сварки.
Оба этих процесса предъявляют высокие требования к оснащению производства и подготовке персонала. В случае вакуумной пайки необходимо обеспечить надежность паяного соединения, его устойчивость к коррозии и способность переносить различные термические и механические воздействия. Для этого критически важно точное выдерживание термопрофиля, поскольку недостаточный нагрев или перегрев приводят к ухудшению адгезии соединяемых материалов, образованию пустот в паяном соединении. К снижению качества соединения ведет также окисление металлов, поэтому процесс нужно проводить в специальной атмосфере (азот, аргон, водород или формир-газ). Для улучшения смачиваемости поверхностей часто требуется применять флюс или муравьиную кислоту; это не только усложняет и удорожает технологию, но и требует принятия специальных мер безопасности, так как испарения муравьиной кислоты и продукты горения флюса при пайке вредны для здоровья человека, а водород при утечке создает с воздухом взрывоопасную смесь.
Технология контактной шовной сварки непроста, начиная от подбора инструмента, пригодного для работы с малогабаритными корпусами и корпусами сложной геометрической формы, и заканчивая необходимостью проведения процесса в вакууме или инертной среде, что требует размещения установки шовной сварки в атмосферной камере или в вакуумной камере с перчаточным боксом для загрузки заготовок. Более того, в стадии охлаждения в зоне сварки возникает сложнонапряженное состояние металла из-за усадки и усилия сжатия, что может вызвать повреждение сварного шва и, как следствие, нарушение герметизации.
В процессе сварки требуется в реальном времени контролировать термопрофиль, усилие сварки, электрические параметры, постоянство энергии, подводимой к точке сварки, то есть мощность сварочного импульса в зависимости от скорости движения инструмента. Наконец, перед началом процесса сварки необходимо произвести операцию прихватки крышки к основанию корпуса. Эта операция обычно проводится вручную или на отдельном оборудовании, что усложняет технологический маршрут изготовления ИМС. Установки, способные автоматически производить прихватку перед началом сварки, во-первых, слишком дорогостоящи для многих производств и, во-вторых, имеют ограничения по размерам и форме обрабатываемых корпусов.
Технология изготовления пластиковых корпусов позволяет избежать большинства из описанных выше сложностей. В таких корпусах отсутствует контакт полупроводниковых структур с газовой средой, требуется меньше спаев, пластик сразу же во время заливки полностью изолирует кристаллы полупроводниковых приборов и микросхем от внешних воздействий, обеспечивая необходимую механическую прочность. Технология герметизации в пластиковые корпуса выгодно отличается небольшим количеством стадий процесса и, соответственно, минимальным числом установок в производственной цепочке, ограниченным набором конструкционных и технологических материалов, сравнительно простыми требованиями по оборудованию помещения и организации процесса.
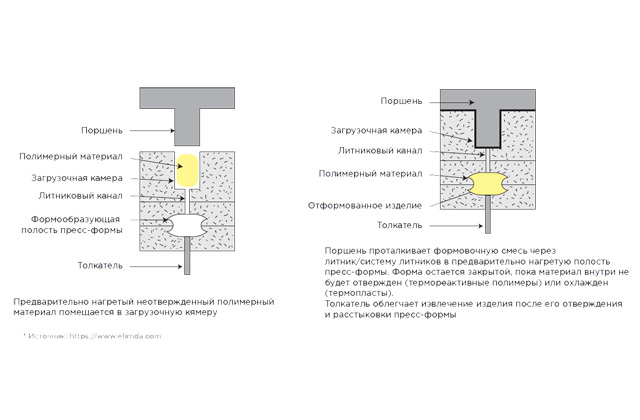
Сам процесс заливки включает следующие шаги: тщательно рассчитанное и отмеренное количество материала предварительно нагревают и загружают в специальную камеру, предварительный нагрев материала позволяет снизить требования к давлению при операции заливки и сократить цикл формования; затем материал под давлением подается гидравлическим поршнем в заранее нагретую полость пресс-формы через канал, называемый литником2 (рис 1).
Корпус изделия получается высококачественным, поскольку пресс-форма остается закрытой и пластик равномерно подается в ее формообразующую полость, в материале практически отсутствуют пустоты. Одним из ключевых преимуществ заливки является то, что различные элементы конструкции ИМС, такие как металлические выводы, полупроводниковые кристаллы, керамика и т. д., размещаются в заранее изготовленных полостях пресс-формы до того, как подается полимер. Эта особенность делает заливку простым, экономным и, при соблюдении требований технологического процесса, в высокой степени надежным методом для герметизации ИМС и электронных компонентов со всеми входящими в их конструкцию клеммами, контактами, штифтами, разъемами и другими элементами.
По сравнению с технологиями герметизации изделий в металлостеклянные и металлокерамическиеи корпуса заливка в пластик обеспечивает:
- структурную целостность и равномерность заливки корпуса в одном цикле;
- гибкость конструкции, более жесткие допуски и возможность работы с более сложными изделиями любой формы;
- высокую производительность за счет заливки одной или нескольких групповых заготовок за один цикл;
- быструю настройку и переналадку при смене изделий;
- низкие затраты на техническое обслуживание и рабочую силу.
К параметрам процесса заливки в пластик, в значительной степени определяющим качество герметизации, относятся: температура, скорость и давление заливки, время предварительного нагрева пресс-формы и подложек или выводных рамок, время полимеризации применяемого пластика, время охлаждения в пресс-форме. Должны строго контролироваться такие составляющие процесса, как: снижение давления прессования — для исключения деформации межсоединений; и температура пресс-формы — для исключения внутренних пустот, вздутий и раковин.
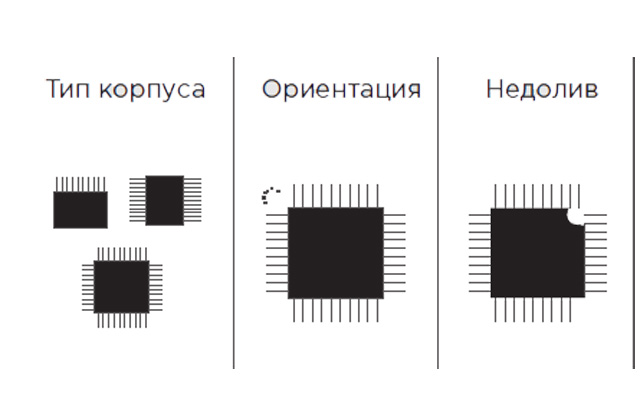
При заливке в пластик могут возникнуть следующие дефекты:
- коробление или скручивание выводных рамок, обрыв межсоединений в результате движения формовочного материала относительно подложки, кристалла;
- недолив при малых расстояниях между кристаллом и границами подложки или выводной рамки;
- пустоты, которые могут вызвать разницу плотности компаунда и повлиять на качество герметизации.
Безусловно, снижение или полное предотвращение вероятности появления этих дефектов в высокой степени зависит от физико-механических свойств выбранного материала — его плотности, вязкости, коэффициента температурного расширения (КТР), адгезии к выводным рамкам и др.; также оно зависит от качества пресс-формы. Не менее важна способность оборудования реализовать с необходимой точностью все технологические режимы, необходимые для обеспечения стабильного выпуска изделий любой сложности из состава продуктовой линейки предприятия, из всех применяемых для этого материалов.
Итак, одним из важнейших элементов обеспечения высокого качества изделий в пластиковых корпусах является пресс-форма — «недоливы», вздутия и пустоты в корпусах ИМС напрямую зависят от совершенства и точности ее конструкции: величины газоотводных каналов, плоскостности и т. д. Для серийного производства изделий микроэлектроники целесообразно применять сложные многогнездные пресс-формы с общей загрузочной камерой, так как индивидуальные загрузочные камеры, особенно с учетом тенденции дальнейшего уменьшения габаритов ИМС, должны иметь столь малые размеры, что их использование становится рискованным с точки зрения прочности, необходимой для работы с нагрузками при прессовании. Многогнездные пресс-формы применяют для серийного производства изделий практически любой сложности, выход годной продукции напрямую зависит от точности их изготовления.
При отработке процесса заливки в пластик расчет усилия прессования производится только исходя из заранее известной постоянной величины — площади проекции изделий на плоскость разъема пресс-формы. Это выгодно отличает технологию заливки, например, от прямого прессования, когда материал кладут сверху на пресс-форму и после разогрева последней запрессовывают в нее. При этом на разъеме пресс-формы остается облой, на преодоление сопротивления которого расходуется часть усилия прессования. Поскольку распределение массива облоя по плоскости разъема невозможно предсказать заранее, процесс становится нестабильным и требует регулировки, что не только усложняет работу оператора установки, но и отрицательно влияет на качество формовки корпусов изделий. В процессе заливки излишки материала не имеют возможности попасть на поверхность состыкованного разъема пресс-формы, они вместе с воздухом удаляются через специальные отверстия в ней. Таким образом, расчетное усилие прессования всегда встречает одинаковое сопротивление, чем обеспечивается высокая повторяемость процесса.
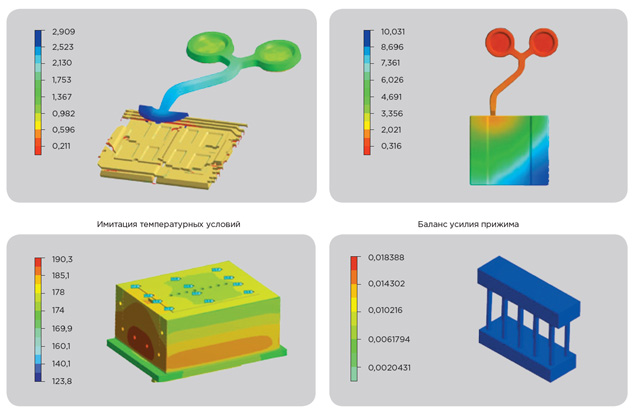
Проектирование и изготовление пресс-форм является одним из самых важных этапов подготовки производства нового изделия. Разрабатывая пресс-форму, необходимо учитывать многочисленные нюансы процесса заливки, в каждом конкретном случае определяемые габаритами изделия, размерами и расположением выводов, толщиной компаунда под кристаллом, высотой проволочных петель, требованиями к температурным режимам и т. д. Достижению высокого качества пресс-формы способствует такой инструмент, как динамическое моделирование процесса заливки (рис 2).
Сегодня уже стало обычной практикой проектирование не на бумажном носителе, а на компьютере с построением 3D-модели, которая служит также объектом при проведении динамического моделирования. Поскольку в дальнейшем модель становится основой для выпуска конструкторской и технологической документации, то на определенном этапе разработки она должна приобрести полное конструктивное сходство с объектом моделирования.
Детали, из которых состоит пресс-форма, делятся на две группы. Первая группа — детали технического назначения, которые контактируют с полимерным материалом и формуют изделия; к этой группе относятся поршни, матрицы и литниковые каналы. Вторую группу составляют элементы конструктивного назначения, функция которых — обеспечение работы деталей технического назначения. Эти элементы — ручки форм для их монтажа/демонтажа, фиксаторы, толкатели, направляющие фланцы, втулки, опорные планки, системы подогрева и охлаждения — должны гарантировать взаимную фиксацию деталей пресс-формы в определенном положении, ее открытие и закрытие, а также связь и точность смыкания с прессом установки для литья. Все эти детали должны быть точно повторены в 3D-модели, на которой будет проводиться динамическое моделирование.
Собственно, моделирование представляет собой процесс математической имитации физических процессов, происходящих в пресс-форме. В его ходе подбираются параметры прессования, если необходимо — вносятся изменения в конструкцию, то есть корректируется 3D-модель. По достижении нужного результата изготавливается образец пресс-формы, на нем создается опытная партия изделий; в случае выявления неточностей или дефектов разработчик предлагает изменения в конструкции пресс-формы, которые, в первую очередь, воплощаются в 3D-модели и проверяются в новом цикле динамического моделирования.
С помощью динамического моделирования удается добиться равномерного распределения температуры в пресс-форме, заданной скорости потока материала при давлении подающего поршня, что обеспечивает высокую повторяемость процесса заливки.
Очень важно определение оптимальной границы снижения давления подающего поршня для обеспечения однородности внутренней структуры полимеризованного материала во всех корпусах в многогнездной пресс-форме, от чего первоочередно зависит влагонепроницаемость изделий в процессе эксплуатации.
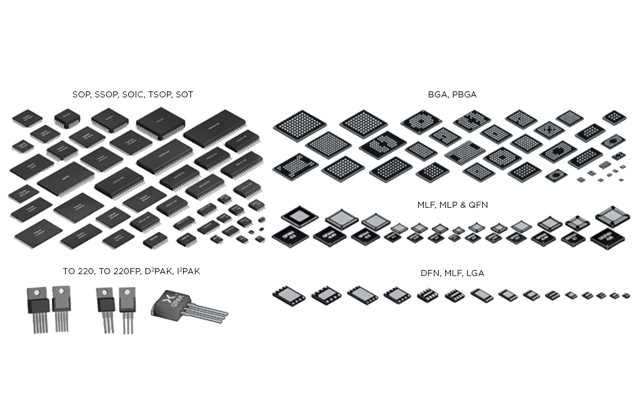
Разработка пресс-формы является критически важным этапом подготовки технического процесса заливки в пластик отдельного изделия. Подбор комплекта оборудования, образующего технологическую линию сборки ИМС в пластмассовых корпусах, важен для производства в целом. Специалисты компании «Остек-ЭК» обладают опытом внедрения в производство на ряде предприятий России и СНГ оборудования для сборки и заливки в пластик ИМС, дискретных элементов, элементов силовой электроники, сенсоров, изделий автомобильной электроники, транзисторных пар, диодов, биполярных транзисторов малой и средней мощности в корпусах КТ −1, КТ-27, КТ-46 (ТО-126), TO-220, QFP-100, SOT-23, SOT-25 D2PAK, I2PACK, SOP, SOIC, QFN, BGA и т.д. (рис 3).
Технологическим партнером «Остек-ЭК» при решении задач, связанных с модернизацией или организацией на производстве заказчика линий сборки и герметизации изделий в пластик, является компания HANMI Semiconductor3 (далее HANMI), которая на протяжении 40 лет производит полуавтоматическое и полностью автоматическое оборудование для герметизации различных изделий в пластик, а также оборудование для обрубки и формовки выводов, 2D-и 3D-инспекции. Компания HANMI располагается в Южной Корее, в ее распоряжении имеются четыре фабрики по серийному производству оборудования и пять собственных НИОКР центров, занимающихся разработками и патентованием уникальных конструкционных решений, различных вспомогательных систем и специализированного программного обеспечения, суммарная площадь, на которой располагается компания, составляет более 40 465 м2 (рис 4).
Компания «Остек-ЭК» готова предложить заказчику высокотехнологичные передовые решения в области оборудования для промышленных линий сборки от монтажа кристаллов до выходного контроля. В составе линейки серийного оборудования для сборки и заливки изделий в пластик, показанной на рис 5, представлены как полуавтоматические, так и полностью автоматические модели установок. Это оборудование обладает гибкостью, необходимой для многономенклатурного серийного производства, и обеспечивает высокую производительность за счет запатентованных решений, ускоряющих перенастройку с одного типа изделия на другой.
Полуавтоматическая система HANMI Mold Press-120B предоставляет все возможности для настройки режимов герметизации и корпусирования изделий в пластик, гибкость конструкции позволяет создавать конфигурацию под различные задачи. Система хорошо подходит российскому рынку с небольшими сериями, но широкой номенклатурой при ограниченных бюджетах. Она включает следующие элементы: ▪▪универсальная станция прессования, развивающая усилие до 120 тонн;
- система контроля и регулировки, позволяющая с высокой точностью поддерживать заданный профиль температуры в пресс-форме, гарантируя однородность ее поля в формообразующей полости;
- устройство отчистки пресс-форм;
- вакуумный насос для литья вакуумным всасыванием.
Для серийного производства изделий с применением технологий прессования и заливки в пластик компания HANMI предлагает ряд моделей установок старшей серии AUTOMOLD, среди преимуществ которой:
- объединение процессов заливки в пластик, маркировки, обрубки и формовки выводов, резки или вырубки изделий с выводных рамок, а также технических средств выходного контроля;
- удобный и понятный интерфейс системы управления;
- прецизионный контроль скорости рабочего хода поршней;
- статистический контроль производства в режиме реального времени;
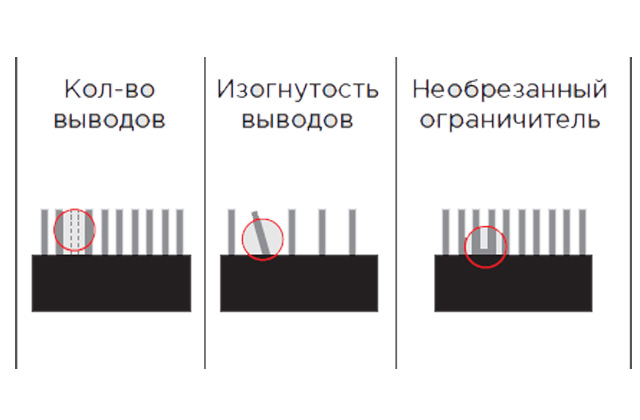
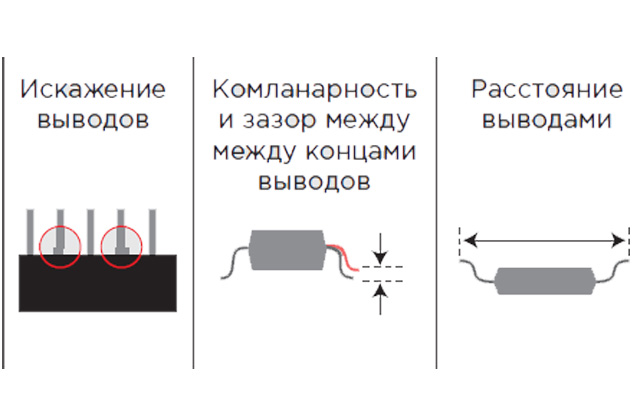
- автоматическая оптическая инспекция, сортировка и отбраковка изделий (рис 6);
- простота модернизации и перенастройки, обеспечивающая малое время простоя.
В заключение отметим, что уменьшение проектной нормы в производстве полупроводниковых кристаллов повысило их уязвимость к воздействию влаги и различного рода загрязнений во внутреннем объеме микросхем. Тем не менее, рынком предлагаются современные прессматериалы, удовлетворяющие по надежности требованиям стандарта, благодаря чему ряд ИМС в пластиковых корпусах, например, схемы флэш-памяти, ЦАП, АЦП, DС-DC преобразователей, силовые транзисторы и различные диоды находят применение в специальной и другой аппаратуре, работающей в условиях неблагоприятной внешней среды. В целом объемы производства интегральных схем и полупроводниковых приборов в пластмассовых корпусах постоянно растут. С одной стороны, это объясняется низкой стоимостью полимерных прессматериалов, с другой — целым рядом преимуществ изготавливаемых с их использованием компонентов. Микросхемы в пластиковых корпусах могут иметь разнообразные формы и размеры, при этом они обладают малой массой и достаточной стойкостью к механическим воздействиям. Сама же технология заливки в пластик открывает широкие возможности для автоматизации технологических процессов сборки.
Компания «Остек-ЭК» входит в Группу компаний Остек, которая работает уже почти 30 лет на российском рынке технологий и оборудования для производства микроэлектроники прежде всего за счет глубокого понимания потребностей как производителей микросхем и электронных компонентов, так и конечных пользователей этих изделий. Ключевой компетенцией компании стали ее комплексные решения, которые включают оборудование для полупроводникового производства и процессов сборки. Опыт специалистов компании и системный подход к решению технических и технологических проблем производства гарантирует заказчику высокое качество выпускаемой продукции.
Подписывайтесь на наш канал на Яндекс.Дзен
1 Емельянов В. А. Корпусирование интегральных схем. Минск: Полифакт, 1998