Низкотемпературная совместно спекаемая керамика (LTCC — Low Temperature Cofired Ceramics) получает все большее распространение не только в области специальных высокочастотных применений, но и в более простых, бытовых сферах. В России многие разработчики уже пришли к выводу, что эффективное и сравнительно недорогое решение для некоторых устройств может быть предоставлено именно этой технологией, а некоторые компоненты никак по-другому и не могут быть выполнены — например, когда необходимо произвести радиационно стойкую СВЧ-плату в виде миниатюрного герметичного корпуса. Есть институты и предприятия, развернувшие производство LTCC-компонентов, но пока никому не удалось справиться с задачей создания серийно выпускаемой системы материалов для низкотемпературной керамики — проблема оказалась из разряда крайне непростых. В связи с этим представляет интерес информация о постановке дела в компаниях, имеющих большой опыт в этой сфере. Здесь мы рассмотрим подходы к контролю LTCC-материалов, реализованные в американской компании Ferro — одном из мировых лидеров в производстве материалов для низкотемпературной керамики.



Производитель — компания Ferro
Компания Ferro основана в начале прошлого века. Ее специализацией с самого начала было производство изделий из стекла, в котором она накопила большой и во многом уникальный опыт. На рубеже 70–80-х годов прошлого столетия компания решила применить этот опыт в других, более современных и сложных областях, и приступила к исследованиям в области LTCC. Результатом исследований на данный момент стали две серийно выпускаемые системы материалов — А6 и L8.
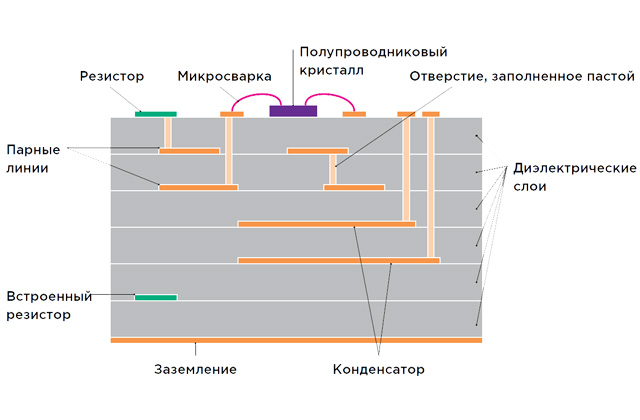
Основное преимущество LTCC известно — технология позволяет использовать для формирования проводящих дорожек не тугоплавкие металлы (вольфрам, молибден и производные на их основе), которые требуются для высокотемпературной совместно спекаемой керамики — HTCC, а стандартно применяемые в электронной промышленности материалы, такие как золото, серебро, медь и пасты на их основе. При этом свойства получаемых проводников близки к свойствам чистых металлов, что также недостижимо в технологии HTCC. Кроме того, технология LTCC позволяет формировать внутри многослойных плат/корпусов пассивные элементы схемы — резисторы, конденсаторы и индуктивности РИС 1, что дает возможность продвинуться дальше на пути миниатюризации электронных устройств. В ряде случаев размещение пассивных компонентов в объеме платы сокращает ее площадь до 50 %.
Каждая из систем технологии LTCC представляет собой набор совместимых материалов: керамики для изготовления корпусов и подложек и паст — проводящих, резистивных и диэлектрических. Ferro А6 — более ранняя и более сложная система, ориентированная на применение в сверхвысокочастотных устройствах. Рабочие частоты изделий, построенных на керамике системы А6, могут достигать значения 110 ГГц, отсюда и основные области их применения: космическая, авиационная и спецтехника. Система А6 до сих пор является одной из лучших на рынке; по частотным же характеристикам, как полагают представители Ferro, она превосходит все, что предлагается сейчас конкурирующими фирмами. По их мнению, система А6 — основной продукт, позволяющий компании уверенно удерживать позиции на рынке LTCC. Впрочем, здесь нужно отметить, что компания DuPont для своей системы GreenTape 9K7 заявила рабочую частоту 100 ГГц и выше. Система Ferro L8 позволяет производить устройства для работы на частотах до 40 ГГц.
Ferro — одна из немногих компаний, готовых поставлять клиентам керамику в «сыром» виде. За исключением DuPont и Heraeus, также предлагающих LTCC в листах и лентах, остальные производители предпочитают продавать лишь конечные изделия из керамики.
Своим преимуществом компания Ferro считает, прежде всего, многолетний опыт и знания в части производства порошков различных материалов: все порошки стекол, драгоценных и иных металлов для керамики и паст компания производит сама. Более того — их состав и тонкости технологии изготовления являются одним из основных секретов Ferro.
Еще одно преимущество — обширный набор вариантов металлизации: внутренней, под переходные отверстия, внешней, под пайку, под микросварку. Задача по созданию системы таких паст не тривиальна, как может показаться на первый взгляд. В ее основе лежит проблема совместимости керамики и множества паст различного назначения и свойств, которая зачастую становится камнем преткновения для производителей, пытающихся разработать собственную систему материалов LTCC. Предложения Ferro закрывают почти 100 % возможных потребностей производителей LTCC-устройств.
Немаловажно и то, что компания, представленная в 26 странах мира и имеющая огромный опыт во всех аспектах производства низкотемпературной керамики, способна оказывать заказчику всеобъемлющую помощь в отладке технологических процессов производства LTCC.
На конечное качество, повторяемость параметров изделий LTCC влияет множество факторов процесса их производства, которое можно условно разделить на три больших этапа: изготовление материалов; производство собственно LTCC-изделий — корпусов, подложек и т. д.; сборка LTCC-модулей. Предметом данной статьи является первый этап — производство материалов. Рассматривать его будем с точки зрения выходного контроля, который осуществляет Ferro до поставки материалов своим заказчикам. Значительная часть контрольных процедур должна быть включена в технологический процесс изготовителя конечной LTCC-продукции, потому что без них невозможно гарантировать, что качественный материал, приобретенный у проверенного производителя, на выходе превратится в правильно функционирующее и надежное LTCC-изделие.
Контроль керамики
LTCC-материал создается из смеси порошков керамики/стекол и органических добавок, в состав которых входят связки, диспергаторы, пластификаторы, растворители и прочее. Как уже было сказано, состав стекла, особенно для системы А6, держится в секрете, и повторить его пока никому не удалось.
Процесс производства керамики контролируется, начиная с качества исходного сырья и свойств произведенных из него порошков. Порошки в строгой последовательности смешиваются с органическими добавками, получается суспензия, параметры которой подвергаются контролю — вязкость, процент содержания твердых частиц и их размер.
Суспензия отливается в ленты. Подробности процесса отливки Ferro также не раскрывает, поскольку они существенно влияют на свойства продукта. Еще при литье керамики проводится первичная разбраковка лент по толщине; стандартный допуск, принятый на Ferro, составляет ±8 %. Отлитые ленты сматываются в рулоны, далее выполняется резка на карты, и после этого наступает время применения методик контроля параметров, необходимых производителю LTCC-изделий.
Ряд контрольных операций проводится на «зеленых» листах, причем необходимо подчеркнуть, что эти испытания проводятся для каждой партии керамики. Если хотя бы один параметр выходит за границы допуска, вся партия возвращается на переработку.
У сырой керамики проверяются плотность в исходном состоянии (после отливки), прочность, а также плотность при ламинировании. Это очень важный параметр, который представляет собой интегральный показатель оценки всего предшествующего технологического процесса. Кроме того, плотность при ламинировании определяет многие свойства изделия на последующих этапах производства, то есть является едва ли не основной величиной, регулированием которой достигается необходимое конечное качество продукта.
После того, как керамика прошла испытания в «зеленом» состоянии, из нее изготавливаются тестовые купоны для различных типов испытаний. Купоны обжигаются в печи, в качестве которой Ferro использует установку серии 8500 компании Sierratherm концерна Schmid РИС 1. По мнению специалистов Ferro, это лучшая печь2 для работы с LTCC, обеспечивающая высокий уровень повторяемости результатов. Печь позволяет в едином цикле выжигать органику и проводить спекание, а также гибко настраивать и, главное, выдерживать температурный профиль спекания, который предоставляется компанией Ferro по пожеланию заказчика. Кстати, компания DuPont также использует данную печь для аналогичных задач.
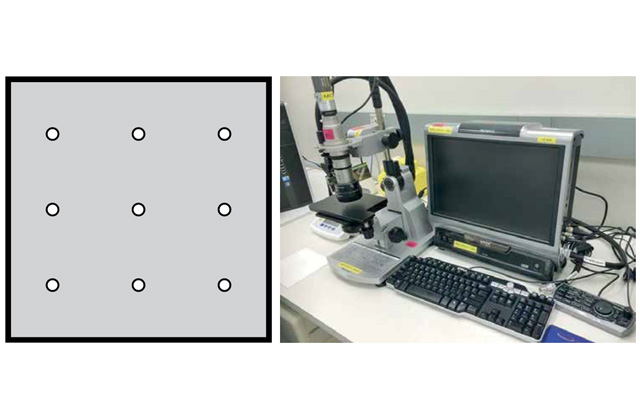
Важнейшим параметром обожженной керамики, определяющим многие ее свойства, является усадка. Допуск на величину усадки для керамики Ferro составляет для однослойной карты всего 0,3 %, что является очень хорошим значением для LTCC. Тестовый купон для проверки усадки представляет собой многослойную плату квадратной формы со сквозными отверстиями РИС 3, слева. Величина усадки проверяется на измерительном микроскопе РИС 3, справа.
Другой важный параметр, контролируемый для каждой партии керамики, — плотность после обжига. Она проверяется расчетным путем после определения линейных размеров купона и его взвешивания до и после спекания. Плотность должна быть не меньше минимального значения, указанного в документации Ferro, иначе у будущего изделия может появиться ряд проблем, главная из которых — повышенная пористость, приводящая к снижению герметичности и конструктивной прочности.
После механических тестов наступает черед электрических испытаний. Для них изготавливаются купоны, представляющие собой, фактически, плоский конденсатор: многослойная плата с металлизированными полигонами и диэлектриком (керамикой) между ними. На таких купонах проверяются диэлектрическая проницаемость, потери, сопротивление изоляции и напряжение пробоя.
Еще один критичный параметр — электролитический ток утечки. Он проверяется по методике, использующей электрические приборы, но характеризует одно из механических свойств керамики. Для этого теста изготавливается специальный купон — многослойная плата, верхний металлизированный слой которой закрыт одним слоем керамики таким образом, что на поверхности остается одна контактная площадка РИС 4, снизу. На испытательной установке купон в качестве электрода, изолированного слоем керамики, помещается в ванну с раствором хлористого натрия, туда же погружается второй электрод, технологический. К цепи прикладывается калиброванное напряжение, и замеряется ток, который будет пропорционален количеству ионов, проникающих сквозь структуру керамики. Величина этого тока показывает, насколько керамика герметична и устойчива к проникновению активных ионов; этот параметр должен быть нулевым.
С каждой партией керамического материала компания Ferro выдает сертификат с результатами проведенных испытаний РИС 5. В сертификате указываются все измеренные значения/диапазоны основных параметров керамики, описанных выше.
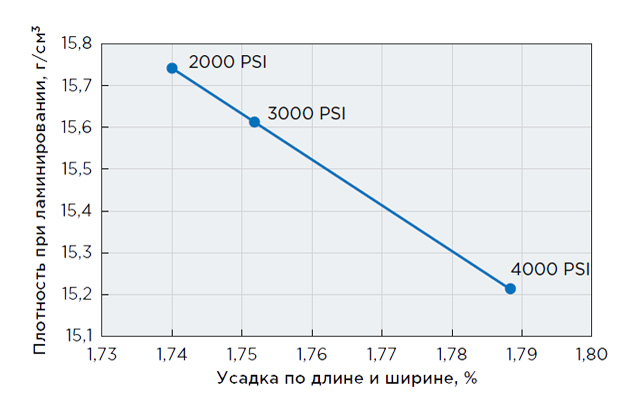
Особое внимание следует обращать на график РИС 6, показывающий зависимость усадки от плотности при ламинировании. Этот график в условиях массового производства позволяет контролировать усадку в рамках очень жестких допусков. Специалисты Ferro рекомендуют производителям строить такие графики для своей технологической линии, так как конкретное оборудование имеет свои особенности, и графики получаются не совсем одинаковыми. Кроме того, имеет значение форм-фактор. Ferro проводит свои испытания на образцах квадратной формы, получая равную усадку по осям X и Y. Прямоугольные же платы, особенно с выраженной разницей длины и ширины, показывают разную усадку вдоль этих направлений. Поэтому для получения гарантированного результата следует изготовить тестовые образцы платы своего изделия и построить график по результатам их испытаний. Такой подход гарантирует впоследствии знание усадки на серийных изделиях с точностью до 0,5 %. Также разработчик и изготовитель не должен забывать о влиянии на геометрические размеры изделия насыщенности металлизационного пространства в его объеме, что оговорено соответствующими руководствами и правилами проектирования.
Следует подчеркнуть, что особое значение обсуждаемого графика обусловлено тем, что плотность при ламинировании — это, как правило, единственный параметр, которым может пользоваться технолог для регулирования характеристик керамики после того, как линия настроена на массовое производство.
Контроль паст
Свойства порошка, составляющего основу паст Ferro, компания тоже держит в секрете, так же как и технологию их производства. Информация же о методиках и объеме их контроля находится в широком доступе, так как она необходима производителям LTCC- продукции. Как и керамика, параметры пасты контролируются в жидком виде и после обжига совместно с подложкой.
До обжига проверяются реологические свойства пасты — вязкость и тиксотропность (способность субстанции уменьшать вязкость (разжижаться) от механического воздействия и увеличивать вязкость (сгущаться) в состоянии покоя), для этого используют ротационный вискозиметр. Удельное содержание твердых частиц контролируют, обжигая пасту, чтобы все остальные ее составляющие сгорели либо испарились; простое взвешивание остатка показывает содержание твердых частиц с достаточной точностью. Существуют и более сложные методики, требующие дорогого оборудования и высокой квалификации специалистов, но их возможности избыточны для изготовителей LTCC-компонентов.
В обязательном порядке контролируется размер частиц, так как без этого невозможно достичь ни высокого качества, ни надежной повторяемости нанесенной топологии. Размер частиц определяется с помощью гриндометра. Наконец, для каждой партии пасты производитель проверяет качество печати. Для этого используется специальный трафарет с эталонным топологическим рисунком. Помимо визуального контроля геометрии рисунка в плане, лазерным профилометром измеряется его высота до и после спекания.
Первое, что испытывается после обжига, проводимого в той же печи Sierratherm, — электрические характеристики. Для всех типов паст контролируется электрическое сопротивление (в том числе после повторного обжига). Для резистивных паст проверяется также температурный коэффициент сопротивления.
На пятислойном образце, имеющем кроме верхнего слоя с эталонным рисунком металлизации еще два металлизированных внутренних слоя РИС 7, проверяется совместимость пасты с керамикой. Метод проверки — измерение изгиба платы. Если паста и керамика имеют недопустимую разницу по усадке, то изгиб платы выйдет за пределы допустимого значения. Причины этого могут крыться не только в потере качества материалов (например, при хранении), но и в неправильной настройке процесса обжига, а также в несоблюдении норм и правил размещения в объеме изделия металлизированных элементов конструкции.
Для сборки модулей из низкотемпературной керамики компания Ferro предлагает широкий спектр паст, формирующих контактные поверхности. Существуют пасты для пайки сплавом Sn62, это аналог российского ПОС-61, но с добавлением серебра; есть пасты для пайки сплавами золото-олово, золото-германий, пасты для использования с бессвинцовым припоем SAK205. Имеются специализированные пасты для микросварки, а для приклеивания пригодны все виды паст. В системе А6 предлагается паста, которая позволяет с высоким качеством покрывать контактные площадки химически осажденным никелем и золотом.
Компания Ferro проверяет пригодность своих паст для любого вида электрического монтажа, а также на прочность соединения пасты с керамикой после обжига (адгезии). Для проверки адгезии к контактным площадкам приваривается проволока, и затем на разрывной машине измеряется усилие, потребовавшееся для отрыва контактной площадки от подложки. Свариваемость контролируется сходным образом.
Паяемость контролируется на тех же образцах, которые применялись в ранее описанных испытаниях. В тестах используются припои, широко применяемые как в свинцовых, так и в бессвинцовых технологиях — в зависимости от типа тестируемой пасты. Процедура контроля довольно проста: образец обрабатывают флюсом, погружают в ванну с расплавленным припоем и после выдержки длительностью в несколько секунд визуально определяют, насколько пóлно металлизированные участки смочены припоем.
При успешном прохождении тестов на каждую партию выписывается сертификат соответствия, в котором указаны результаты контроля основных параметров. В противном случае вся партия пасты бракуется и возвращается на переработку или доработку.
Заключение: рекомендации производителям LTCC-модулей
Начиная с первых стадий организации производства, специалисты компании Ferro обращают внимание на обязательное соблюдение условий и сроков хранения как лент и листов керамики, так и паст (стандартныйсрок хранения — 1 год). Выход температуры и/или влажности за пределы, установленные производителем, влечет за собой высыхание материалов или наоборот, набор ими избыточной влаги, что в конечном счете приводит к снижению повторяемости результатов или даже к потере возможности достижения каких-либо результатов вообще.
Плотность керамики после ламинирования. Уход этого параметра в любую сторону от заданного значения является очень четким индикатором наличия проблем в одном или нескольких звеньях производственного процесса. Также это может происходить из-за неправильного хранения материалов и полуфабрикатов, полученных на промежуточных этапах. Технологи Ferro рассматривают плотность после ламинирования как ключевой параметр настройки технологии и рекомендуют контролировать его строго и непрерывно.
Стабильная и соответствующая норме усадка керамики после обжига. При непостоянной усадке будут «уходить» геометрические размеры изделия, но это не единственная неприятность, которую несет такой дефект. Отличие усадки от заданных значений говорит об изменении структуры материала, а структура определяет его свойства: как механические, так и электрические. Может ухудшиться герметичность керамики, снизиться сопротивление изоляции, напряжение пробоя, могут выйти за пределы допусков другие электрические параметры. Поэтому контроль усадки и плотности керамики — одна из основных позиций правильной организации производства LTCC. При этом следует помнить, что достичь стабильности усадки в принципе невозможно без качественной печи.
Что касается паст, то здесь важнейшим условием получения повторяемого результата является их одинаковая вязкость, соответствующая значениям, заданным производителем. Ferro советует контролировать вязкость паст и при необходимости возвращать их к установленным кондициям при помощи рекомендованных разбавителей. Впрочем, на стадии освоения производства данным параметром можно пренебречь, так как пасты после поставки и при соблюдении условий хранения пригодны для использования без дополнительного перемешивания. Данная рекомендация больше относится к предприятиям, имеющим многолетний опыт работы в LTCC.
В целом технология изготовления электронных элементов и устройств на низкотемпературной керамике — довольно сложный в настройке процесс. Многое здесь зависит не только от типа и качества основного оборудования, но и от оснастки, которая изготавливается силами производителя. По опыту предприятий, которые осваивали производство LTCC-изделий, можно говорить, что для создания одного образца изделия требуется несколько месяцев, а для выхода на массовое производство — от трех месяцев до года.
Завершая статью, хотелось бы сказать спасибо тем энтузиастам — разработчикам, технологам и, конечно, их руководителям, которые, несмотря ни на что, развивают новые технологии на наших предприятиях, в том числе и LTCC. Уже проделана большая работа, но предстоит решить еще много вопросов, чтобы доля выпуска российских высококачественных LTCC-изделий была ощутима на мировом уровне.